

1. 서 론
2. 실험 장치 및 방법
2.1 기초 분석
2.2 TGA 실험
2.3 TTBGI 실험
2.4 DTF 실험
3. 결과 및 고찰
3.1 TGA 실험 분석
3.2 TTBGI 실험 분석
3.3 DTF 실험 분석
4. 결 론
1. 서 론
대한민국 정부는 제3차 에너지기본 계획을 통하여 온실가스 배출이 적은 재생에너지의 발전 비중을 2018년 대비 7.6%에서 2040년 최대 35%까지 보급하려는 목표를 설정하였다. 또한, 2012년부터 신재생에너지 공급의무화 제도인 RPS(Renewable energy Portfolio Standard)가 시행되었다. 탄소인증제와 REC(Renewable Energy Certificate) 경쟁 입찰 전환 등의 재생에너지 발전의 수요가 증가하고 있다. 이러한 가운데 화력발전분야에서는 이산화탄소를 배출하지 않는 친환경 연료로 인정받아 널리 사용되고 있는 목질계 바이오매스인 우드펠렛을 활용한 바이오매스 발전이 주목되었다. 또한 신재생에너지 REC가 2012년 평균 137,843 원/REC에 대비하여 현재 2020년 평균 41,695 원/REC[1]로 절반 수준으로 하락함에 따라 바이오매스 연료 중에서도 높은 REC 가중치를 가진 미이용 바이오매스의 사용에 대한 수요가 증가하고 있다.
바이오매스 발전은 석탄 발전에 비해 연소성이 좋고 오염물질 배출량이 낮은 경향성을 가지지만 더 많은 연소 장애 현상[2] 및 Clinker(Slagging 및 Fouling) 발생[3] 등, 연소 및 회분의 영역에서 연구의 필요성이 요구되었다. 또한 목질계 바이오매스는 셀룰로오스, 헤미셀룰로오스, 리그닌과 같은 섬유질 구조를 가지고 있어 석탄 대비 분쇄성이 저감되는 경향성을 가지고 있으며, 미분기에서 전력 소모량을 증가시켜 발전소 전체의 효율을 감소시킨다. 이를 개선하기 위하여 반탄화 기술[4] 과 Ashless[5] 전처리 기술 등 다양한 바이오매스 전처리 기술이 국내외에서 연구되고 있다.
바이오매스 전처리 방법 중 반탄화 기술은 200 ~ 300°C의 온도에서 열처리를 가하여 탄화 시키는 기술이다. 바이오매스의 주요 구성요소인 헤미셀룰로오스, 셀룰로오스와 리그닌등이 열처리동안 열분해가 이루어지며 구조의 변화를 일으켜 분쇄도[6] 및 발열량의 증가하고, Atomic ratio가 감소하는 등 연료가 고등급화 되나, 전처리시 열분해로 인하여 질량이 손실이 일어나며 시료의 에너지의 밀도와 에너지 수율은 감소하게 되어 시료에 따른 다양한 처리 방법이 요구되는 전처리 기술이다.
현재 대한민국의 A 발전소는 125 MW 바이오 매스 전소발전소를 상업 운전 중에 있으며 연간 60만 톤의 Wood Pellet이 연료로 사용되고 있다. 연료로 공급되는 바이오매스의 입도의 기준은 화력발전소에서 주로 사용되는 1 mm[7] 이하이다. Jiseok Lee 등의 연구에 따르면, 바이오매스 보일러 노내에 공급되는 목질계 우드펠렛 중 낮은 분쇄성으로 인하여 미분기 이후의 큰 입도의 우드펠렛의 비율이 높아지고, 무연탄 연소를 위해 설계된 발전소를 개조하여 바이오매스 전소 보일러로 사용함에 따른 구조적 어려움으로 인하여 바닥재의 미연탄소분의 함량이 증가됨이 보고되었다[8]. 바이오매스 보일러에서 연소 과정 중 Furnace내에서 1 mm 이상의 입자들 중 일부가 완전 연소하지 못하고 노내에서 낙하되어 보일러 하부에 민물을 사용한 습식 Bottom Ash Hopper에서 적재되고 있다. Bottom Ash Hopper에서 취득된 바닥재(Bottom Ash, BA)는 현재 발전 폐기물로 분류되어 전량 폐기되고 있다.
본 연구에서는 BA로 분류되어 폐기되고 있는 시료가 보일러 노내 고온에서 탈 휘발 과정을 거쳐 Char 연소 도중에 생성된 미연물질로써 아직 에너지를 가진 연료중 하나라고 예측하였으며, 바이오매스에 열처리를 가하여 전처리를 진행하는 반탄화 기술로 만들어진 샘플과 비슷한 경향성을 가질 것이라고 예측하였다.
Bottom Ash의 연료 특성을 분석하여 미이용 바이오매스로써의 사용 가능성을 연구하기 위하여 샘플을 선정하여 비교 분석하였다. 바이오매스 전소 보일러 노내 Furnace 하부에서 취득한 Bottom Ash와 BA의 원 시료인 베트남산의 Wood Pellet(WP) 그리고 반탄화된 시료와의 특성을 비교하기 위하여 WP을 반탄화 전처리한 Torrefied Wood Pellet(TWP), 그리고 아역청탄인 AVRA-AL탄 4종의 시료를 선정하고 분쇄성 및 연소 특성을 비교하여 BA의 특성을 연구하고자 하였다.
2. 실험 장치 및 방법
2.1 기초 분석
실험에 사용된 바이오매스는 국내 A발전소에서 상용 사용 중인 베트남산 Wood Pellet(WP)을 별도의 처리 없이 사용 하였다. 반탄화 바이오매스 Torrefied Wood Pellet(TWP)는 상용 공업 분석기(TGA701, LECO, CO., USA)를 사용하여 N2 분위기에서 승온율 10°C/min로 250°C까지 승온 후 30분 간 유지하여 반탄화 처리하였다. 또한 바닥재(Bottom Ash, BA)의 경우 대한민국 A 발전소의 보일러 노내 하부 습식 Bottom ash hopper에서 취득된 샘플을 사용하였다. 각 각의 샘플들은 WP, TWP, BA로 각각 약칭하여 사용하였으며, 보일러 노내 고온에 노출 되어 물성치가 변화된 BA의 특성 값을 비교하기 위하여 대한민국 석탄 화력 발전소에서 상용 발전에 사용되고 있는 호주산 아역청탄인 AVRA-AL탄을 추가 선정하여 연료 특성을 비교하였다.
각 각의 샘플의 기초 물성치를 확인하기 위하여 ASTM 기준에 의거해 각 기초 물성치 분석들을 진행하였다. 상용 공업분석기(TGA701, LECO, CO., USA)를 이용하여 공업분석[9]을 진행하였고, 원소분석기(6850 GC/5975 MSD, Agilent Co., Ltd.)를 이용하여 원소분석[10]을 진행하였다. 발열량 분석기(5E-C5508, CKIC, Co., Ltd.)를 이용하여 발열량[11]을 측정하였고, 측정된 바이오매스의 특성은 Table 1에 나타내었다.
Table 1.
Properties of Samples
2.2 TGA 실험
먼저 각 시료의 열분해 특성을 확인하기 위하여 열 중량 분석 장치인 Thermo-gravimetric analysis(TGA) (SDT- Q600, TA instruments)를 사용하여 분석을 진행 하였다. 실험에 사용된 조건으로 먼저 Air를 100 ml/min의 유량으로 반응기 내부에 주입하고, 800°C까지 10°C/min의 일정한 승온율로 가열하며 실험을 진행하였으며, 이때의 무게의 변화가 온도의 함수로서 연속적으로 기록되었다. 또한 TGA를 통한 열분석 결과를 속도론적으로 해석한 대표적인 방법인 Coats-Redfern method[12]를 사용하여 각 시료의 반응속도를 검토하기 위해 분석을 진행하였다.
반응 속도를 분석하기 위하여 TGA 결과 값과 식 (1)을 사용하여 Arrhenius parameters를 통하여 Coats-Redfern 식 (2)를 유도하여 활성화 에너지(E) 및 빈도인자(A)를 구하였다.
E는 활성화 에너지(KJ/mol)이고, A는 Pre-exponential factor(1/sec)이다. R은 이상기체상수(KJ/mol·K)이며, β는 승온률(K/sec) β = dT/dt 를 나타낸다.
위의 식에서 1/T를 X축으로 하고 ln[g(α)/T2]를 Y축으로 한 그래프를 그려 plot 한 이후 그래프의 기울기를 이용하여 활성화 에너지 (E)의 값을 구하였다. 또한 그래프의 Y절편을 사용하여 빈도 인자 A를 구하였다.
2.3 TTBGI 실험
본 연구에서는 WP, TWP, BA의 분쇄 특성을 확인하기 위하여 HGI(Hardgrove Grindability Index) 실험 장비를 사용하여 통해 분쇄도 지수를 측정하였다. 석탄의 분쇄도를 측정하기 위한 전통적인 방법인 HGI 실험은 샘플을 건조하여, 0.6 mm ~ 1.18 mm 입도로 분리하여 50 g의 시료를 HGI 장치에 넣어 볼밀을 통하여 분쇄한 후, 200 mesh (75 µm ~ 90 µm)체에서 입도 분리하여 체를 통과한 생성물의 질량을 측정하는 방법으로 계산되어졌다.
본 연구에 사용된 바이오매스 샘플의 경우 석탄과는 다른 섬유질 구조로 이루어져 있으며, 이러한 구조로 인하여 75 µm이하의 입자 분포가 매우 작으며, 또한 낮은 밀도로 인하여 무게 기준인 HGI 분석 장비로는 측정이 불가능하여 바이오매스의 분쇄도를 측정하는 TTBGI(Thermally Treated Biomass Grindability Index)[13] 측정기법을 기반으로 실험을 진행하였다. TTBGI는 먼저 샘플을 부피를 기준으로 75 cm3의 샘플을 0.6 mm ~ 1.18 mm 입도로 준비하여 HGI 실험장치에 넣어 볼밀에 분쇄 후 500 µm 체(Sieve)로 분류하여 체에 남은 질량을 측정하는 방법으로 측정되었으며 실험에 사용된 HGI 장비의 사양은 Table 2에 나타내었다.
Table 2.
Specification of HGI equipment
| Model | 5E-HA60 × 50 |
| Spindle Speed (r/min) | 20 ± 1 |
| Revolution (r) | 60 ± 1/4 |
| Vertical Pressure of Grinding (N) | 284 ± 2 |
| Supply Voltage (V) | 220 |
| Weight (kg) | 85 |
| Dimension (mm) | 385 × 695 × 435 |
2.4 DTF 실험
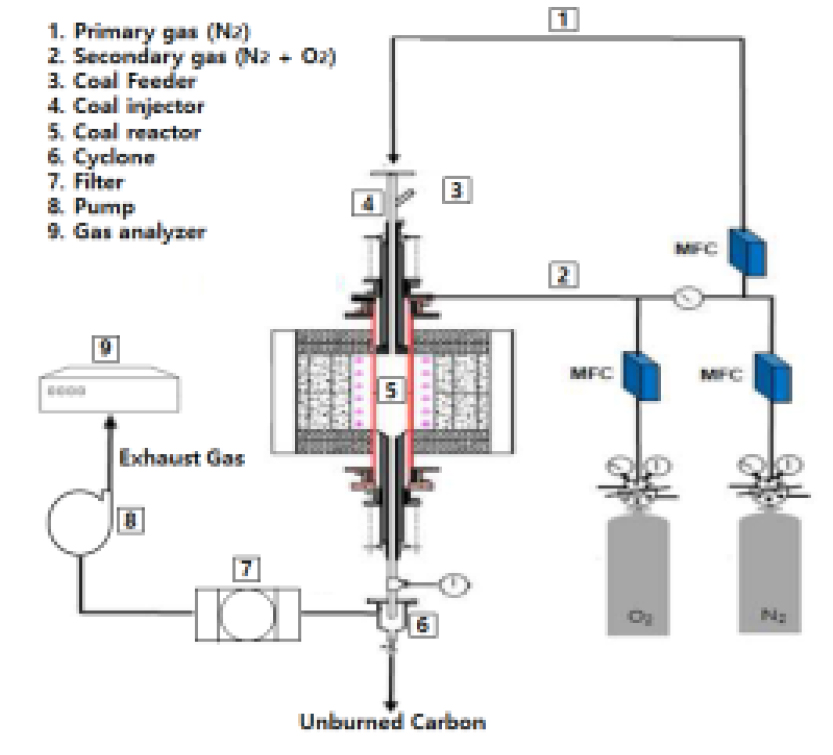
각 각의 샘플들의 실제 연소시의 NOx 배출 특성 및 미연분(UBC, Unburned Carbon)을 예측하기 위하여 실제 보일러를 모사한 연소로 장치인 DTF(Drop Tube Furnace) 장치를 사용하여 실험을 진행하였다. DTF는 연료 공급부, 반응부, 포집부로 크게 세 부분으로 이루어져 있으며, 장치의 개략도를 Fig. 1에 나타내었다. 연료 공급부는 일정한 양의 시료가 균일하게 투입되며 반응을 위한 분위기 가스가 공급되는 부분이다. 반응부는 길이 600 mm로 이루어진 시료와 반응 가스가 만나 화학반응이 일어나는 영역이다. 포집부는 주변으로 냉각수를 흐르게 하여 추가적인 반응을 방지하여, 연소반응 이후의 배출가스 및 미연분을 측정할 수 있다.
연소 반응을 통해 생성되는 NOx는 일반적으로 Prompt, Thermal NOx, Fuel NOx의 3가지의 메커니즘에 의하여 생성되며, Thermal NOx의 경우 연소로 내에 연소 반응이 일어나는 도중 연소 공기 중에 함유된 질소가 고온에서 높은 활성화 에너지를 통해 질소분자가 산소 원자와 만나 생성되거나, 국부적으로 높은 산소 농도에서 질소원자와 산소분자가 만나면서 생성된다. Fuel NOx의 경우 연료에 포함된 질소 성분이 연소시에 HCN과 NH3으로 변화되며 NOx 또는 N2를
생성하게 되며 De Soete[14]에 의해 제안된 식 (3), (4)로 Fuel N으로 인해 생성되는 NOx를 제어한다.
DTF 실험 조건은 Table 4와 같은 조건으로 실험을 진행하였다. SR 1.16, O2 6%, 샘플의 입도는 바이오매스의 경우 400 ~ 600 µm로 분쇄하여 실험을 진행하였고, 비슷한 기초물성치를 가진 석탄과 BA의 비교 분석을 위하여 AVRA와 BA의 경우 75 ~ 90 µm 사이즈로 미분쇄하여 추가 실험을 진행하였다. 샘플의 공급량은 0.2 g/min의 공급량으로 공급하였으며 , 반응부 온도는 1,300°C로 실험을 진행하였다. 미연분(UBC) 측정의 경우 실험 이후 포집부에서 포집된 미연 Char를 Ash Tracer Method를 사용하여 분석하였다.
3. 결과 및 고찰
3.1 TGA 실험 분석
Fig. 2의 (a)~(d)까지의 그래프는 WP, TWP, BA, AVRA의 TGA 분석 결과이며, 각 각의 샘플의 Ignition temperature(Ti), Burnout temperature(Tb), Peak temperature (Tp)를 계산 하여 Table 3에 각각 나타내었다. 공업 분석 결과를 통하여 WP과 TWP는 높은 휘발분을 가지고 있음을 확인할 수 있었으며 질량 감소 그래프에서 250 ~ 350°C 구간에서 휘발분의 연소와 350 ~ 450°C 구간에서 Char 연소 반응이 뚜렷하게 나누어져 나타나는 것[15]을 확인 할 수 있었다. BA의 경우 앞선 보일러 노내에서 연소로인하여 원시료인 WP와 비교하여 많은 휘발분의 감소가 있었음을 공업 분석을 통하여 확인 할 수 있었다. 질량 감소 그래프의 경우 Fig. 2(c)에서 보여지듯이 250 ~ 340°C 구간에서 이루어지는 바이오매스의 셀룰로오스 등의 열분해 단계 중에서 이미 앞전 연소에서 열분해가 이루어졌을 것으로 예측된다. BA는 같은 바이오매스 연료인 WP과 TWP보다 오히려 갈탄영역에 있는 석탄인 AVRA 탄과 비슷한 하나의 급격한 질량 감소 그래프를 보임을 확인 할 수 있었으며, 셀룰로오스와 헤미셀룰로우스의 열분해에 비해 비교적 고온영역에서 주로 리그닌의 열분해로 연소가 일어났을 것이라고 예측된다[16].
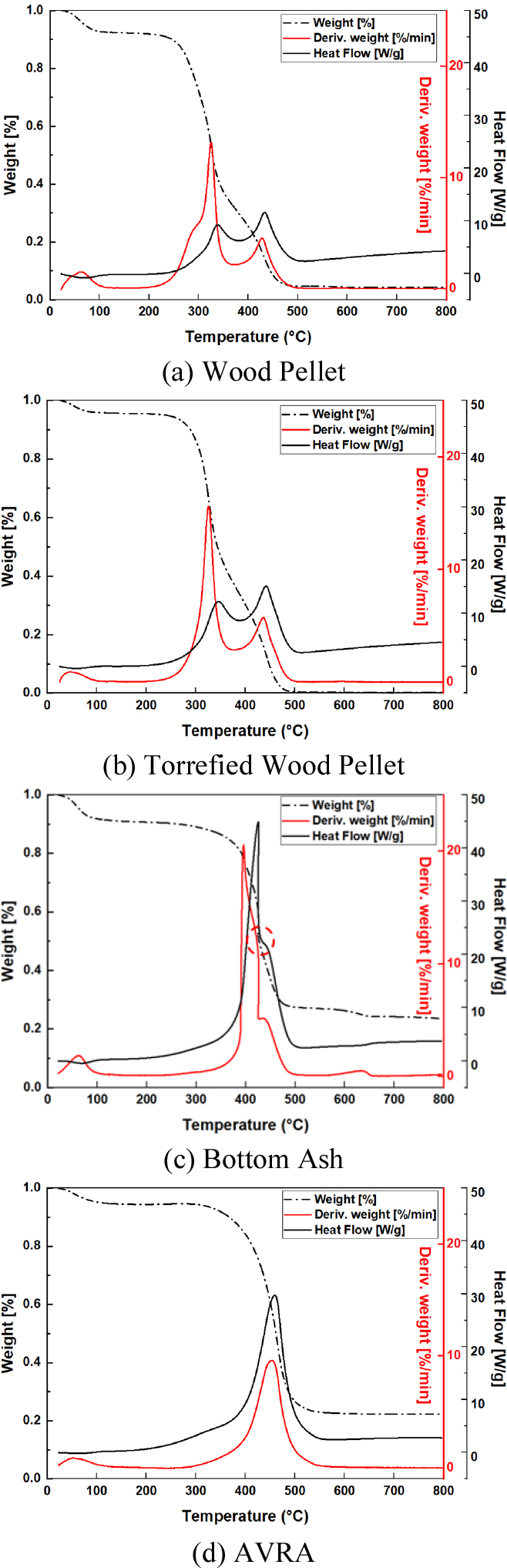
Table 3.
Experimental conditions of DTF equipment
| Parameters | Conditions |
| Feeding Rate (g/min) | 0.2 |
| Temperature (°C) | 1,300 |
| Residence Time (sec) | 2 ± 0.3 |
| Total Flow Rate (lpm) | 5 |
| Stoichiometric Ratio | 1.16 |
DTG 그래프와 Heat Flow 그래프를 확인하였을 때 WP과 TWP의 경우 높은 질량 감소율에 비해 낮은 열 방출을 보인 250 ~ 350°C 구간에서는 휘발분의 방출 및 연소가 일어났음을 확인 할 수 있었다. BA의 경우 초기 연소 단계에서 순간적으로 높은 질량의 감소와 열 방출이 확인되었으며, 이것은 Fig. 2(d)의 AVRA 석탄의 질량 감소 그래프에서 휘발분의 연소와 촤의 연소가 동시에 일어나는 것과 비슷한 경향성을 띄는 것을 확인 할 수 있었다. 또한 질량 감소 그래프 표시부에서 순간적으로 온도가 하강하는 것처럼 보이는 구간이 발생하였는데, 이것은 H. Haykiri Acma[17]등의 연구에서 순 산소 조건하에서 바이오매스 연소 시 높은 열 방출로 인하여 높아진 샘플 주위 온도와 등온으로 상승중인 TGA 노내의 온도 차이가 열 평형현상을 일으키며 나타난 것이라고 발표 하였다. Bottom Ash의 질량 감소 그래프에서도 동일하게 순간적으로 높은 연소반응을 통해 많은 열전달이 일어나며 TGA 노내의 온도를 급속하게 가열시킨 경향성이 확인되었다.
Fig. 3은 식 (2)를 활용하여 각 각의 샘플들의 반응속도상수를 도출하기 위한 그래프를 나타내었다. 그래프의 기울기를 통하여 활성화 에너지(E)를 도출하였으며, y절편을 통하여 빈도 인자(A)를 도출하여 Table 4에 나타내었다. Fig. 3과 Table 4에 의해 BA 경우 E값이 WP의 36.66과 TWP의 80.92에 비해 크게 나타났다. 석탄인 AVRA의 98.16에 비해서도 큰 값인 211.78로써 초기 연소가 어려울 것으로 판단된다. 또한 R2의 값은 WP과 TWP이 BA와 AVRA에 비해 낮게 나타났으며, 이것은 질량 감소 그래프에서 기울기가 두 개의 기울기를 보였던 WP과 TWP의 경향성이 영향을 끼쳐 이러한 경향성이 나타난 것으로 판단된다.
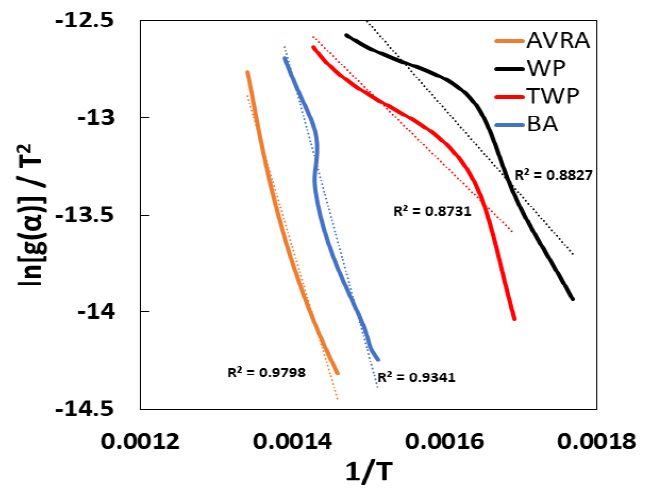
Table 4.
TGA experimental data of sample
| Samples | WP | TWP | BA | AVRA |
| Ti (°C) | 291 | 315 | 384 | 416 |
| Tb (°C) | 495 | 496 | 519 | 570 |
| Tp (°C) | 325 | 325 | 395 | 453 |
| E (kJ/mol) | 36.66 | 80.92 | 211.78 | 98.16 |
| A (1/min) | 1.2×102 | 7.6×10 | 3.9×108 | 1.4×107 |
3.2 TTBGI 실험 분석
Fig. 4에 각각의 샘플의 분쇄도 측정 실험 결과를 그래프로 나타내었다. WP 경우 10의 낮은 분쇄도 값[12]을 보였으며, 250°C에서 반탄화 전처리한 TWP의 경우 분쇄도가 60으로 증가하였다. 이는 일반적으로 Biomass의 낮은 분쇄도가 반탄화를 통하여 개선되는 경향성과 동일함을 확인[18] 하였으며, 또한 BA의 경우 79의 가장 높은 분쇄도 값을 보였으며, 이것은 비슷한 물성을 가진 석탄인 AVRA의 58의 분쇄도 값보다도 높은 값이다. TTBGI 분석 결과 BA는 원 시료 상태인 WP과 바이오매스 전처리의 비교균인 TWP과 갈탄인 AVRA에 비해 높은 분쇄도를 가지고 있으며 실제 보일러에서 사용 시에도 동일하게 더 좋은 분쇄성을 가질 것으로 판단된다.이것은 고온에서 반탄화된 바이오매스의 특성[19]과 유사함을 알 수 있다. Wang[20]과 Li[21]등의 연구 결과에 따르면, 바이오매스의 반탄화가 보다 고온으로 진행됨에 따라 바이오매스의 총 에너지 량과 원자 비인 H/C와 O/C 비율이 감소되었음을 밝혔다. 또한 시료가 가지고 있는 총 에너지 량의 감소에 비례하여 분쇄도와 발열량이 증가하였다고 보고되었다.
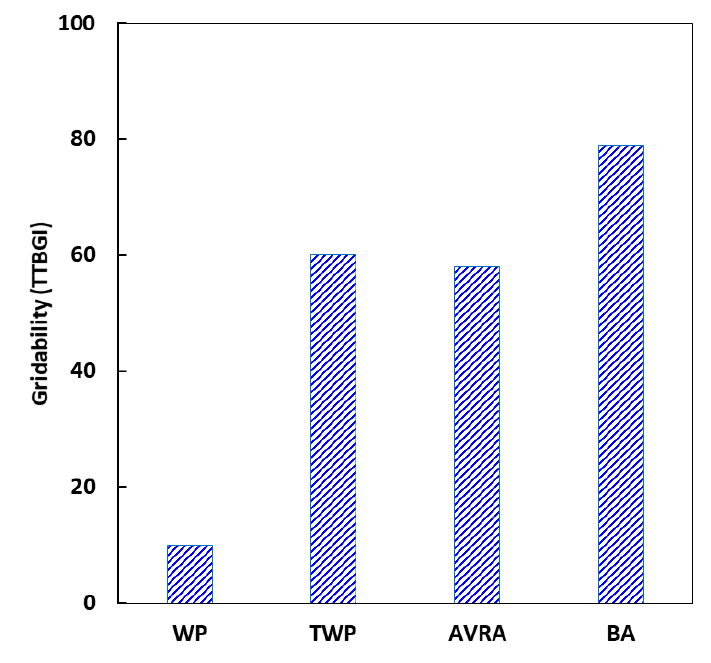
Table 1의 공업 분석을 통하여 기초 물성치를 확인하였다. BA는 원 시료 상태로 보일러 노내에서 투입되었을 때, 초기 연소 반응을 통하여 휘발분의 대부분이 연소된 이후에 수득되었기 때문에, WP 및 TWP와 비교하여 낮은 휘발분, 높은 회분량과 높은 고정 탄소량, 높은 발열량을 가지게 되었다. 또한 초기 연소 이후에 총 에너지의 손실로 전체 에너지 수율이 감소하였음에도 고온 반탄화 과정과 유사하게 탄화되어 분쇄성[22] 및 발열량이 증가했다고 판단된다.
3.3 DTF 실험 분석
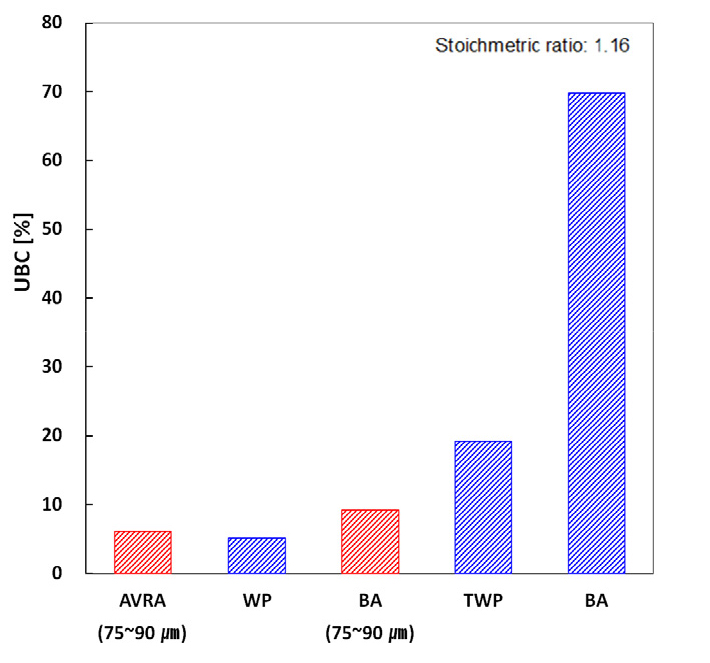
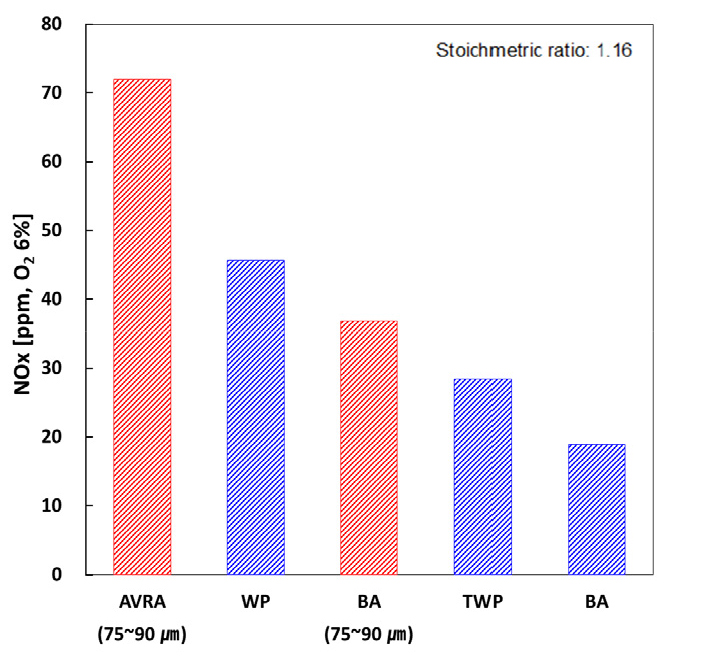
Fig. 5에 각 각의 샘플의 DTF 연소 실험을 통해 얻은 질소산화물(NOx)과 미연탄소분(UBC) 결과를 그래프로 나타내었다. 앞선 기초 물성치 분석과 TGA 실험을 통해 가장 연소반응성이 높고 연료의 N이 가장 많은 BA가 WP과 TWP에 비해 높은 질소산화물을 배출하고 낮은 UBC를 가질 것이라고 예측 되었다. Fig. 5와 Fig. 6에서 보인 결과와 같이 동일한 샘플의 사이즈에서 DTF 실험을 진행하였을 때, WP의 NOx 배출량은 45 ppm, TWP의 NOx 배출량은 28 ppm, BA의 경우 18 ppm으로써 가장 낮은 NOx 배출량을 보였다. 하지만 미연분(UBC)의 경우 WP 5.1%, TWP 19.2%로 나타났고 BA는 70%로써 가장 높은 미연탄소분을 가지는 결과를 보였다. BA의 낮은 NOx량은 Table 4에서 활성화 에너지가 높은 BA가 초기 연소에 필요한 에너지가 높아 연료가 충분히 연소하지 못하여 Fuel NOx가 많이 발생하지 않은 것으로 예측되었다. 또한 정적인 상태에서 10°C/min의 승온율로 Heat Flow를 가진 TGA 실험 조건과는 다른 동적인 상태에서의 순간적으로 높은 Heat Flow를 가지는 DTF 실험조건으로 연소반응이 다르게 일어남으로써 나타난 현상으로 예측된다. 또한 Fig. 2(c)에서 350 ~ 450°C 구간에서 급격하게 반응이 일어난 BA의 TGA 분석 결과를 바탕으로 DTF 연소로 내부에서도 급격한 연소반응이 일어났을 것 이라고 예측되었다. 이때, DTF 연소로 내부에서 산소 부족 현상이 일어나 미연분이 다량 발생했을 것으로 예측되었고, 연소 반응시 산소 반응률을 높이고 비슷한 물성치를 가진 석탄과의 특성을 비교 분석하기 위하여 미분탄 사이즈인 75 ~ 90 µm에서 추가 실험을 진행하였다. 질소산화물은 37 ppm로 증가되었고 미연탄소분의 경우 9.2%로 감소하였다. 이 같은 결과는 우드펠렛의 입자 사이즈가 작아질수록 연소 반응율이 증가하는 선행연구[23]와 일치하는 결과를 보였다. BA와 비슷한 물성치를 가진 석탄을 비교 분석하기 위해 상용 보일러에서 사용되는 미분석탄의 범위인 75 ~ 90 µm 입자크기에서 실험을 진행하였으며 NOx는 72 ppm, 미연탄소분은 6.1%가 발생되었다.
질소산화물(NOx)의 경우 원소 분석결과를 통해 Fuel N의 가장 높은 값을 가진 BA가 높은 값을 가질 것으로 예상하였다. 그러나 연소시 노내에서 탄소 분자가 CN으로 대부분 전환이 일어나 수소 성분을 만나 HCN로 전환 되는 석탄의 연소와는 달리 NH3로 전환되어 NOx 저감효과를 가지는 바이오매스의 연소 특성[24]을 그대로 가진다. 또한 Table 4에서 나타 낸 것처럼 연소시 더 낮은 Peak 온도를 가짐 으로써 비슷한 물성치를 가진 석탄 AVRA 보다 낮은 Thermal NOx 배출량을 가진 것이 영향을 끼친 것이라고 판단된다. 미연탄소 분의 경우 WP의 0.27, TWP의 0.37, AVRA의 1.77로 낮은 연료비에 비해 3.72의 높은 연료비를 가진 BA는 Kurose[25] 등의 연구결과에서 연료비가 증가함에 따라 초기 연소 시간이 지연되었다. 그리고 연소에 많은 체류 시간이 필요하며 미연 탄소분이 증가함을 보고되였던 것과 같이 연소에 도움을 주는 휘발분이 적음으로써 초기 연소에 더 긴 시간이 요구되어 DTF 연소 실험시 비교적 높은 미연탄소분(UBC)을 가진 것으로 판단된다.
4. 결 론
본 연구는 바이오매스 전소 보일러 노내의 연소 과정에서 생성되어 전량 폐기 처리되는 Bottom Ash의 연료로써의 특성을 확인하여 재연소 가능성을 예측하고 석탄을 대체하여 신 재생에너지 연료로써의 이용 가능성을 검토하는 것에 주목적이 있었다. 신재생에너지 연료로써의 이용 가능성을 알아보기 위해 BA와 BA의 원탄인 우드펠릿과 우드펠릿을 반탄화 전처리를 진행한 반탄화 우드펠릿, 비슷한 물성치를 가진 AVRA 석탄을 선정하여 TGA에서 실험을 진행하여 얻은 결과들을 Coates-Redfen method를 통하여 각 각의 샘플들의 반응속도 상수를 도출하였다. DTF 실험을 통하여 연소로내의 질소산화물과 미연탄소분의 발생 예측 결과를 비교하였고 TTBGI를 통하여 BA의 분쇄도의 변화와 각 샘플들 간의 분쇄도 차이를 판단하였다.
1)연소 특성 분석 결과에서 BA의 경우 원 시료 바이오매스인 WP과 TWP의 두 개의 기울기를 가진 질량 감소 그래프보다는 하나의 뚜렷한 질량 감소 그래프를 가지는 석탄과 비슷한 경향성을 보였다. 또한 질량 감소 그래프 및 Heat Flow 그래프에서 하나의 큰 Peak가 나타났고 이는 BA가 바이오매스보다는 석탄에 가까운 연소반응을 보인다는 것을 보여주며 또한 순간적으로 높은 연소반응을 가지고 있음을 보여준다. 그리고 바이오매스들과 비교하여 높은 온도에서 탈휘발 및 촤 연소가 일어났고 활성화 에너지는 더 높은 값을 가졌다.
2)BA는 원탄에 비해 고등급화 되면서 분쇄성이 훨씬 좋아지는 것을 확인 할 수 있다. 반탄화 과정을 거친 TWP과 비교석탄인 AVRA보다 높은 분쇄성을 가짐으로, 화력발전소에서 연료로서 사용시 미분 단계에서 높은 미분 효율을 가짐을 확인할 수 있었다.
3)BA는 연소로내에서 연소시 기존 바이오 매스와 동일한 사이즈일 때 높은 활성화 에너지와 급속한 연소로 인한 산소 부족현상으로 인하여 충분한 연소가 일어나지 못함을 확인 하였으며, 석탄과 동일한 사이즈로 미분하였을 때, 연소성의 큰 개선이 있음을 확인할 수 있다. 이는 BA의 경우 바이오매스인 WP을 원탄으로 가지나 물성치 및 연소 반응성이 석탄과 비슷한 경향성을 띄며 석탄과 비슷한 발열량, 높은 분쇄성, 낮은 질소산화물 배출특성을 가짐으로써 화력발전소에서 바이오매스 전소 보일러 및 일반 석탄 화력 발전소에서 연료로써 사용 가능성이 있다고 판단된다.
