

1. 서 론
2. 연구 방법
2.1 연소실험 및 계측
2.2 질량유량 도출과 평형상태 해석
3. 결과 및 논의
3.1 압력 데이터 기반 유량 도출
3.2 연소 및 질소산화물과의 관계
4. 결 론
1. 서 론
철강산업은 연간 총에너지 사용량이 약 30,000천 TOE (ton of oil equivalent)인 에너지 다소비 산업으로 대기오염물질 배출규제에 따른 환경투자비용 증가가 불가피하다[1]. 2016년 국내 대기오염물질 총배출량은 NOx 1,248,309톤, PM10 233,085톤, PM2.5 100,247톤으로, 이 중 제조업 연소와 제철/제강 생산공정으로부터 배출된 대기오염물질량은 NOx 218,684톤, PM10 76,650톤, PM2.5 40,515톤으로 각각 17.5%, 32.9%, 40.4%의 지분을 가지고 있는 것으로 집계되었다[2]. 철강업을 포함한 1차 금속산업에서 배출되는 대기오염물질은 온실가스인 CO2와 더불어 PM10, PM2.5 등 미세먼지 형성 전구물질인 NOx 배출량에 대한 인식이 높아지고 그에 따른 정책적 규제가 강화되고 있다. 국내 조강 생산량은 2018년 기준 약 7,250만 톤으로, 2005년 약 4,780만 톤에서 연평균 3.2%씩 증가 추세이고 그에 따른 대기오염물질 배출량도 계속해서 증가할 것으로 예상되기 때문에 이에 대한 대비가 필요하다[3].
발전, 철강, 석유화학업계는 미세먼지, 황산화물, 질소산화물 발생의 주원인 사업장으로 꼽히면서 전통적 굴뚝업종의 환경투자비용이 최대 수 조원 증가가 불가피하다. 정부가 권역 내 사업장의 배출규제를 강화하고 총량관리제를 도입하면서 관련 업체는 대기오염 방지시설 설치를 확대하기 위하여 환경개선 비용 지출을 늘릴 수밖에 없는 상황이다. NOx 배출부과금이 신설되면 철강업계는 연간 630억 원 이상의 부과금이 예상되며, 저감설비 투자비로 9,570억 원 이상이 투입되고 운영비로 연간 1,330억 원 이상 지출을 예상하고 있다[4]. 제철/제강 공정 중 배출되는 NOx의 70%는 연소 중 발생되는 Thermal NOx가 차지하고 있어 이를 타개하기 위한 Low-NOx 연소기술 및 관련 버너의 도입을 시급하게 고려하고 있다[5]. 철강 산업에서는 NOx 배출허용기준 강화에 대응하기 위한 방안으로 투자비와 유지보수비가 상당한 후처리 설비보다 연소단에서 저감효율 향상을 위한 계획을 수립하여 추진 중이다. SCR(selective catalytic reduction)은 대형 후처리 설비로 기존 사업장의 경우 이미 사업장 부지에 여유 공간이 없이 관련 설비들이 설치되어 있는 상태이다. 추가 설치를 위한 공간 부족, 설비 운영 중 설치에 따른 안전문제 등으로 준공까지는 최소 3년 이상의 투자기간이 필요하기 때문에 강화되는 미세먼지 관련 규제에 신속하게 대응하기 어려움이 있다. 특히, 중소 열처리 업체에서는 후처리 기술의 도입이 경제적으로 어려워 연소단에서 대기오염물질 배출 저감을 선호하고 있다.
연료유량의 주기적 제어를 통한 연소기술은 국내에서 맥동연소기술로도 불리었으며, 개념적으로 Lean-Rich 연소기법과 유사한 연소기술이다. 본 기술은 연료 또는 산화제에 주기적인 압력변동을 가해 유량변동과 함께 반응률을 제어함으로써 고온영역을 감소시켜 NOx를 저감시키는 원리를 이용한다. 국외에서는 미국 GTI, 일본 대양일산에서 연구된 적이 있고[6,7], 국내에서는 제철산업 대기업에서 연구개발을 수행한 전적이 있다[8,9]. 결과를 요약하자면 연료유량의 주기적 제어를 통해 신규 후처리 설비의 증축 없이, 또한 신규 Low-NOx 버너 도입 없이 (기존 버너를 그대로 사용하고 압력제어 시스템만 설치함으로써) NOx 최초 발생단계인 연소단에서 NOx 발생량 30-55% 저감, 연료 사용량 3-5% 절감이 가능한 것으로 밝혀졌다. 압력제어 변수에 따라 NOx 저감 정도가 달라지는 이유는 여러 가지가 있지만, 연료/공기비가 반복적으로 바뀜에 따라 화염온도를 낮춰 Thermal NOx가 저감된다는 논리가 지배적이다. 이전 연구들에서는 각 압력제어 변수 조건에서 구체적인 유량을 제시하지 못했고, 따라서 어느 정도의 당량비 및 화염온도 조건에서 NOx 저감이 정량적으로 이루어졌는지 보고된 자료는 없다. 산업용 설비에서 실험은 연구실 스케일 실험처럼 MFC(mass flow controller)를 사용하기가 어려운 점이 있어 직접적인 질량유량 계측이 어렵다. 또한 유량계를 사용하더라도 순간적으로 변하는 유량 계측이 어려운 것이 사실이다. 그러므로 계측된 압력을 통해 이를 질량, 부피 유량으로 전환하는 계산이 필요하며 이로써 각 연소제어 조건마다 당량비가 도출될 수 있다. 본 연구에서는 연료유량 제어 시 계측된 압력 데이터를 활용하여 1차원 모델을 통해 질량, 부피 유량을 도출하였고 각 조건에서 로컬 당량비를 제시하였다. 이 값을 실험 결과와 비교하고, 메탄의 화학평형 도메인에 나타내어 연료유량 제어밸브의 작동특성에 따른 로컬 당량비 변화와 연소 및 질소산화물 발생의 관계를 규명하고자 한다.
2. 연구 방법
2.1 연소실험 및 계측
2.1.1 가스 공급라인 구성
본 연구에서 사용된 연료는 일반 산업용 설비에서 가장 많이 쓰이고 있는 LNG를 사용하였으며, 그 조성은 Table 1과 같다. 연료가스와 공기의 공급라인은 Fig. 1과 같으며 연소 시 연료, 공기 측 전단 공급압력은 700 mmH2O로 설정하였다. 배관 직경은 연료 측 40 A(o.d.=48.6 mm, t=3.25 mm), 공기 측 100 A(o.d.=114.3 mm, t=4.5 mm)이며, LNG는 기화기와 레귤레이터를 거쳐 가스 상태로 공급되고 공기는 블로워를 통해 배관으로 공급된다. 연료 및 공기 측 배관에는 차압센서(오리피스 유량계)가 있어 이를 통해 환산된 유량이 표기되며, 여기 설치된 오리피스 플레이트의 직경은 연료, 공기 측 각각 14.6 mm, 51.5 mm이다. 제어패널에서 입력된 연료 측 컨트롤 밸브 개도에 따라 연료유량이 제어되며, 입력된 공기비에 따라 공기유량이 추종된다.
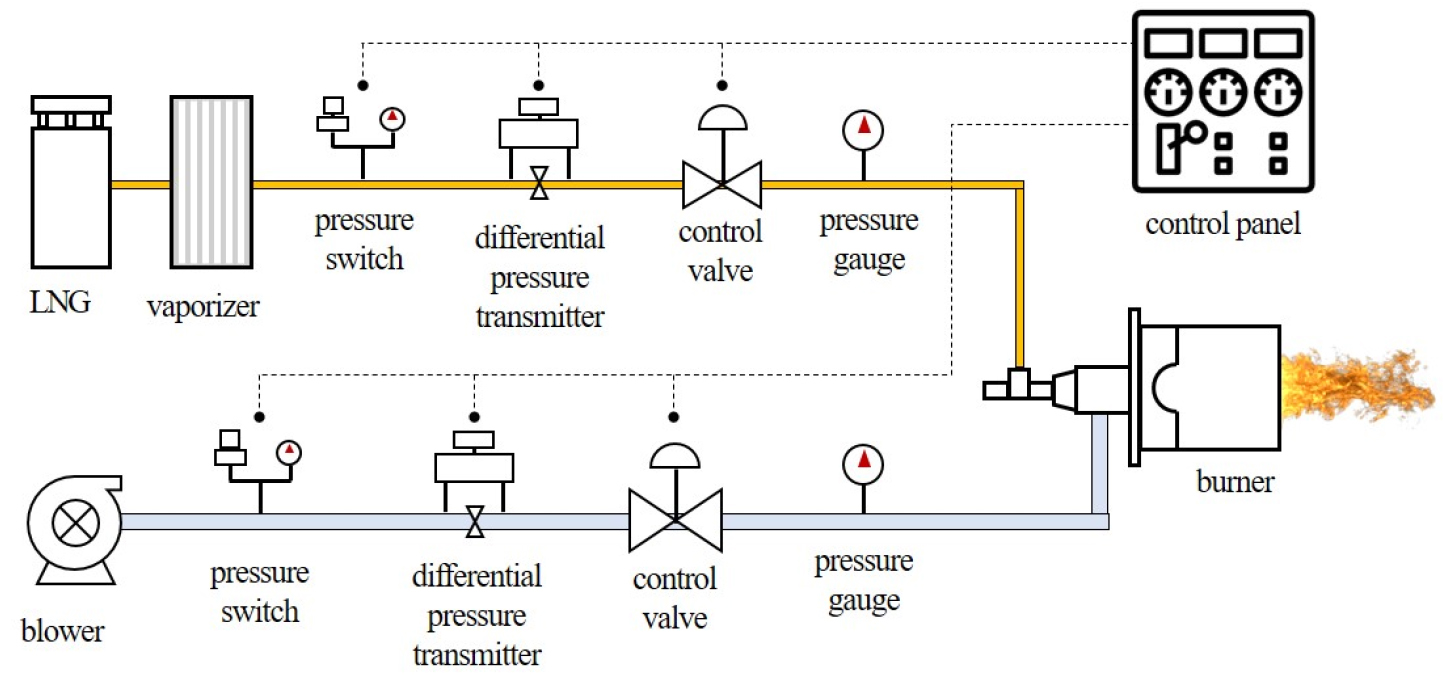
Table 1.
LNG average composition
2.1.2 연료유량 제어밸브 및 압력계측
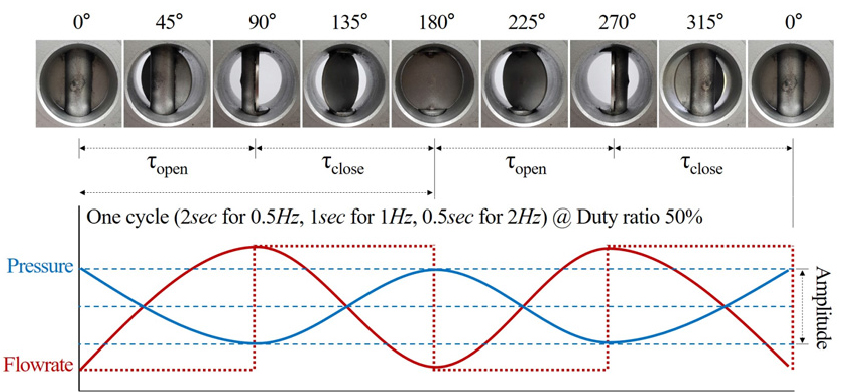
연료유량의 제어, 즉 압력 변동을 주기 위한 방법은 여러 가지 있으나, 본 연구에서 고려한 밸브는 기계식 버터플라이형 밸브이다. 해당 밸브를 선택한 이유는 대형 산업용 연소기에 실증하기 위해서는 몇 가지 조건들이 요구되는데, 가장 중요한 점은 밸브 동작의 내구성과 수명이다. 연구실 스케일에서 실험 시에는 솔레노이드 밸브와 같은 전자변 형식도 적용이 가능하지만, 대형 시스템에서 장기운전을 위해서는 상대적으로 내구성이 높은 기계식 밸브를 사용하는 것이 유리하다. 본 연구에서는 밸브 디스크의 직경은 배관 직경 대비 약 97.5%의 길이를 가지도록 설계하였다. 이는 밸브 디스크가 완전히 닫혀도 일부 소량의 연료를 배관과 디스크 사이의 틈(gap)으로 흐르게 하여 순간적인 소염을 방지하도록 설계한 것이다. 이 간격의 수치는 원하는 압력변동의 정도에 따라 다르게 설계할 수 있다. 또한 2차적으로 연료유량 제어밸브 양단에 바이패스 라인을 설치함으로써 일부 연료유량을 흐르게 하여 소염 발생을 방지하였다. Fig. 2는 연료유량 제어밸브를 포함한 관련 시스템을 보여주며, Fig. 3은 밸브 개폐 작동특성에 따른 압력과 유량 변화를 나타낸다.
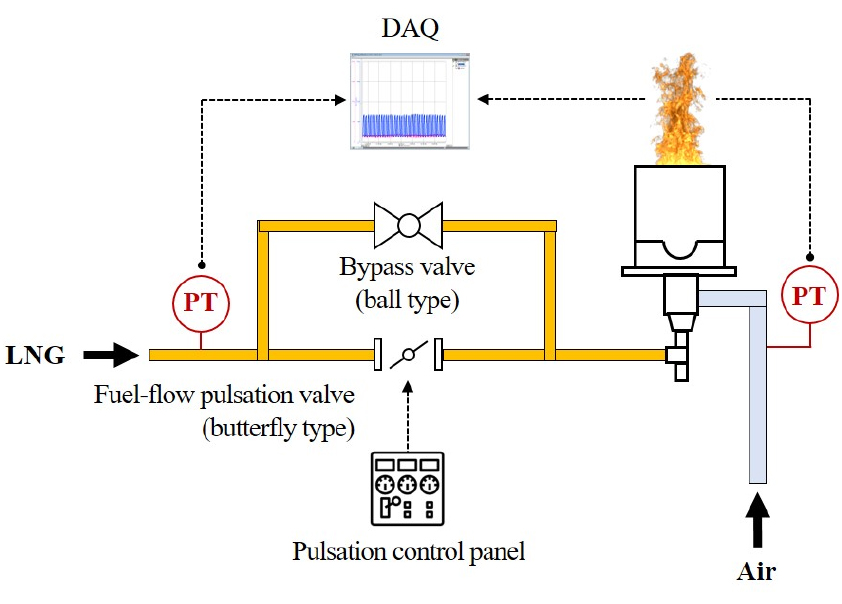
연료유량 제어밸브는 압력변동의 소산을 최소화시키기 위해 버너와 최대한 가까운 지점에 설치하였다. 압력 계측을 위해 정밀 압력 트랜스미터(PDK, PHP model)를 연료유량 제어밸브 상류에 설치하였고, 공기 측 압력 트랜스미터(same model) 역시 버너 주입 전 상류에 설치하였다. 정밀한 압력변화 계측을 위해 허용 압력범위 0-35 kPa 내에서 ±0.035% FS의 정확도를 가지는 압력 트랜스미터를 사용하였고, 데이터 로거(Yokogawa, GP20 model)를 통해 100 msec 단위로 연속적인 압력변화를 기록하였다.
연료유량을 주기적으로 변화시키는 제어변수는 세 가지가 있는데, 1) 밸브 개폐 주기(frequency, Hz), 2) 한 주기의 시간 내에서 밸브가 닫혀 있는 시간의 비(duty ratio, %), 3) 진폭(amplitude)이 있다. 이에 대한 내용은 Fig. 3에 표기하였다. 본 연구에서는 진폭은 일정한 값으로 설정하고, 밸브 개폐 주기와 듀티비를 변수로 두었다.
2.1.3 버너 및 연소로
본 연구에서 언급된 연소기술은 1차적으로 국내 제철제강 공정 중 많은 수의 버너를 가동하는 열처리 가열로에 적용하기 위해 연구되었다. 재가열로 등 국내 열처리 가열로에서 많이 사용하고 있는 연소기(버너)는 대부분 국산이 아닌 외산에 의존하고 있다. 따라서 외산 버너를 실험에 직접 사용함으로써 NOx 저감 효과의 직접적인 비교/대조가 가능하고, 추후 실증에 용이하게끔 현재 가장 많이 사용되고 있는 C사의 버너를 채택하였다. 실험에 사용된 버너의 구조에서, 연료는 주 유동인 공기 흐름에 직교로 분사되는 형태를 가지며 이는 연료와 공기의 혼합을 증대시키기 위한 방법으로 사료된다. 직교 분사 구조에서 두 유체 간 혼합 특성은 많은 유체역학 연구자들에 의해 물리적으로 규명되었고[10,11,12,13,14], 가스연료 연소에서 연구 및 응용[15,16], 고체연료 연소에서 연구 및 응용된 사례가 있다[17,18,19].
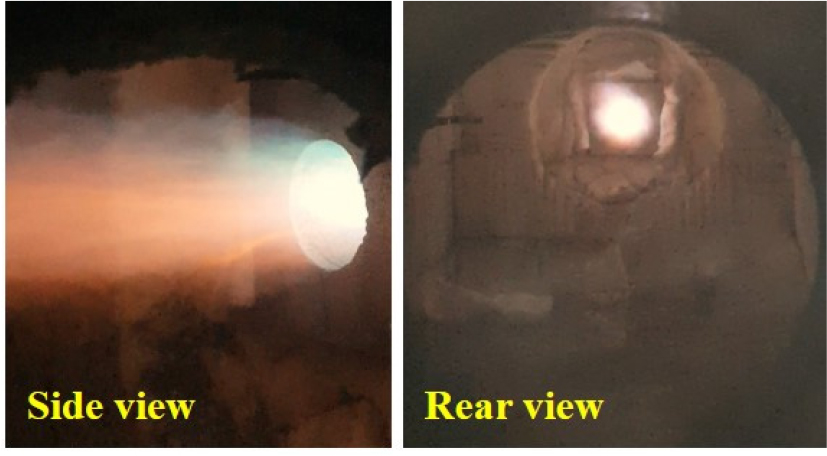
버너의 정격용량은 50만 kcal/h(~600 kWth) 이며, 실험에서 이용한 연소로의 부피는 내화재를 제외했을 때 4.8 m3이다. 버너는 연소로의 한 면에 설치되어 수평 화염이 형성된다. 화염 길이 방향에 따라 총 9개의 K-type 열전대가 삽입되어 있어 연소로 내 온도를 측정하였고, 1개의 K-type 열전대는 배가스 출구에 설치하였다. 측면에서 3개의 가시창, 후면에서 1개의 가시창을 설치하여 연소상태를 가시화 하였고, 출구에서 가스농도를 실시간 계측하였다. Fig. 4는 실험 연소로의 실물 사진을 보여주며, Fig. 5는 연소 시 측면과 후면 가시창에서 바라본 화염 형상을 보여준다.

2.1.4 연소 조건
위에서 언급한대로 버너의 정격용량은 50만 kcal/h이지만, 본 실험은 연료와 공기 공급설비의 한계로 20만 kcal/h(~240 kWth) 조건에서 실시되었다. 본 실험의 기준 조건이 될 수 있는 당량비를 찾기 위해 공기비를 조절하며 배가스 내 O2 및 CO 농도를 분석하였다. 일정 공기비 미만에서는 불완전 연소가 이루어져 배가스 내 CO 성분이 계측되었다. 따라서 미연 성분인 CO 가스가 발생하지 않는 조건에서, 즉 글로벌 당량비가 1.0 미만에서 운전되도록 연소실험 조건을 설정하였다. 결과적으로 압력변동이 없는 상태에서의 연소 조건은 공기비 12.5(당량비≈0.76)에서 실시하였고, 그 때의 정상상태 연료유량은 17.4 m3/h, 공기유량은 217.5 m3/h로 계측되었다. 또한 배가스 내 O2 농도는 2.0% 수준에서 계측되었고, 연소로 내 온도는 약 1240°C에 수렴하여 유지하였다. 이 상태를 기준으로 하여 연료유량 제어밸브의 변수를 조절하였고, Table 2는 본 실험에 적용된 압력제어 변수를 보여준다. 진폭은 최초에 연소 안정성을 테스트할 때만 조절하여 일정한 값으로 두었고, 실험변수로는 설정하지 않았다. 각 제어변수 조건에서 최대 15분 간 유지하여 안정된 상태에서의 데이터를 얻었다.
Table 2.
Combustion capacity and pulsation variables in the experiment
| Conditions | Range |
| Thermal capacity | 200,000 kcal/h (~240 kWth) |
| Frequency | 1-4 Hz (@ 50% duty ratio) |
| Duty ratio | 10, 30, 50, 70, 90% (@ 1 Hz) |
2.2 질량유량 도출과 평형상태 해석
2.2.1 1차원 관내유동 모델링
유량과 관련하여 실험 상 실시간으로 계측할 수 있는 항목은 압력뿐이기 때문에 압력 변동 시 실질적인 당량비를 도출하기 위해 압력 데이터를 기반으로 1차원 모델을 통해 질량, 부피 유량이 계산되었다. 버너로 주입되는 연료와 공기의 유량을 도출하기 위해서 GT-SUITE 소프트웨어(Gamma Technologies)를 활용하여 가스 공급라인을 모사하였다. 구성된 1차원 가스라인 모델은 Fig. 6과 같으며, 실험에서 계측된 압력 데이터를 모델의 경계조건으로 활용하였다. 유량제어가 없는 상태에서, 즉 압력변동이 없는 상태에서 계측된 부피유량은 앞서 언급한대로 연료 17.4 m3/h, 공기 217.5 m3/h 이고, 이때의 연료와 공기 측 공급압력 및 후단(버너 주입 전 입구)압력은 모두 700 mmH2O, 150 mmH2O로 계측되었기 때문에 이 값들을 모델의 경계조건으로 설정하였다.
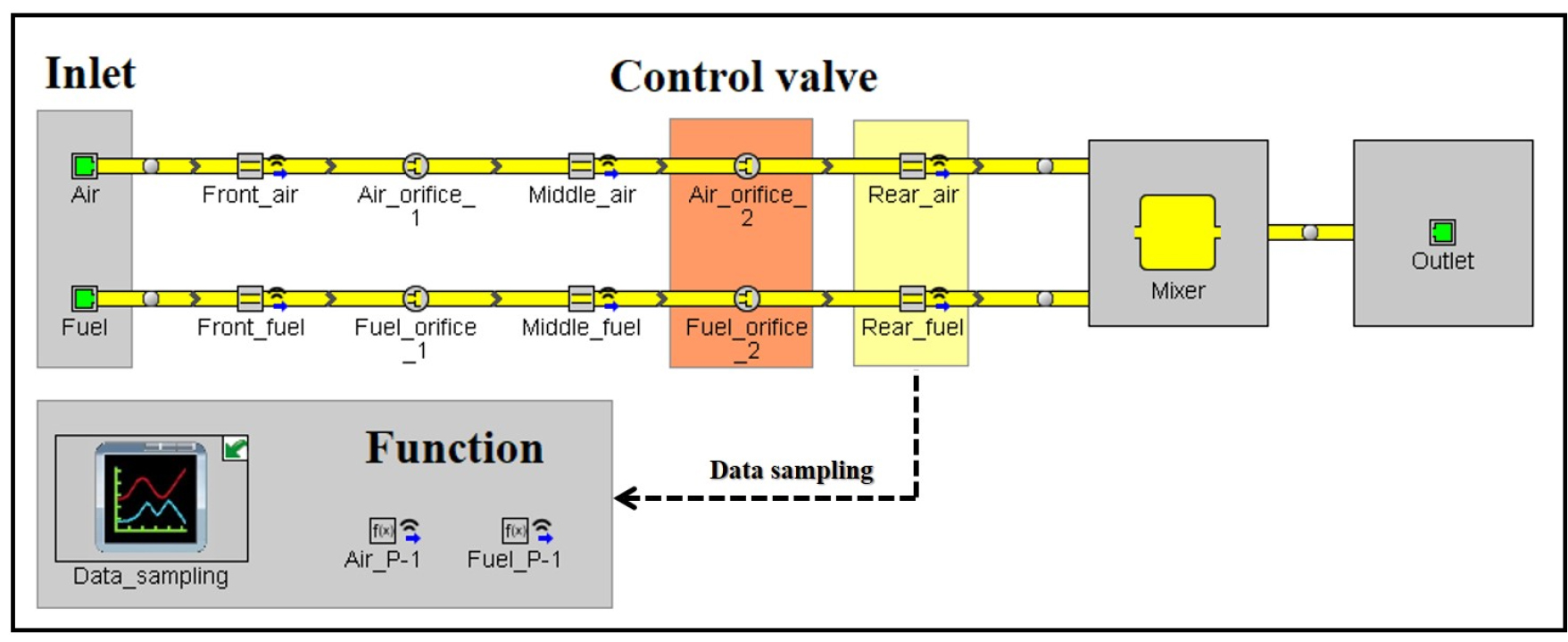
실제 배관의 내경과 길이 등의 수치를 입력하였고, Air_orifice_1과 Fuel_orifice_1에 실제 오리피스 플레이트 사이즈를 입력하였다. 실험에서 계측하지 못한 값인 컨트롤밸브 개도(Air_orifice_2, Fuel_orifice_2)의 역계산을 위해 GT-SUITE 소프트웨어에서 제공되는 Genetic 알고리즘을 사용하였다[20]. Genetic 알고리즘은 최적화 알고리즘 중 하나로써, 우리가 물리적으로 알고 있는 값, 즉 공급/후단압력, 오리피스 플레이트 직경은 고정시키고 계측된 연료 17.4 m3/h, 공기 217.5 m3/h 부피유량을 set point로 하여 이 값들을 동시에 만족시키는 해를 구하는 기법이다. 실제로 버너 내에서 연료와 공기가 혼합 시, 연료의 압력 변동은 공기의 압력에 영향을 준다. 즉, 두 라인의 압력은 독립적으로 변하는 것이 아니라 서로 영향을 주기 때문에 연료와 공기 라인의 압력 관계는 서로 종속적인 형태로 모델링되어야 한다. 따라서 본 모델에서는 Mixer 모듈을 사용하여 버너의 혼합부를 모사하였다(Fig. 6). 결과적으로 압력변동이 없는 상태에서의 컨트롤 밸브의 포지션, 즉 유로의 직경은 연료 측 9.03 mm, 공기 측 36.87 mm로 계산되었다. 이로써, 압력 변동이 없는 상태에서 가스 공급라인의 1차원 관내유동 모델을 구성하였고, 실제 압력이 계측된 위치인 Rear_air, Rear_fuel 모듈에 계측된 압력 데이터를 조건으로 입력하여 유량을 도출하였다.
2.2.2 화학평형 계산
평형상태에서 당량비에 따른 단열화염온도와 NOx 농도는 실제 연소 시 발생하는 수치들과 다르지만, 본 연구에서 도출된 질량유량 변화와 온도, 생성가스 농도 간 관계를 비교할 수 있는, 즉 기준으로 삼을 수 있는 도메인을 만들기 위해 화학적 평형상태를 계산하였다. 이는 Gaseq 소프트웨어를 활용하였으며[21], LNG는 100% 메탄으로 구성되어 있다고 가정하여 메탄 연소 시 당량비에 따른 단열화염온도와 O2, CO, NOx 농도를 계산하였다. 본 연구에서 NOx는 NO와 NO2 화학종의 합으로 정의한다.
3. 결과 및 논의
3.1 압력 데이터 기반 유량 도출
3.1.1 가스배관 내 압력거동 계측결과
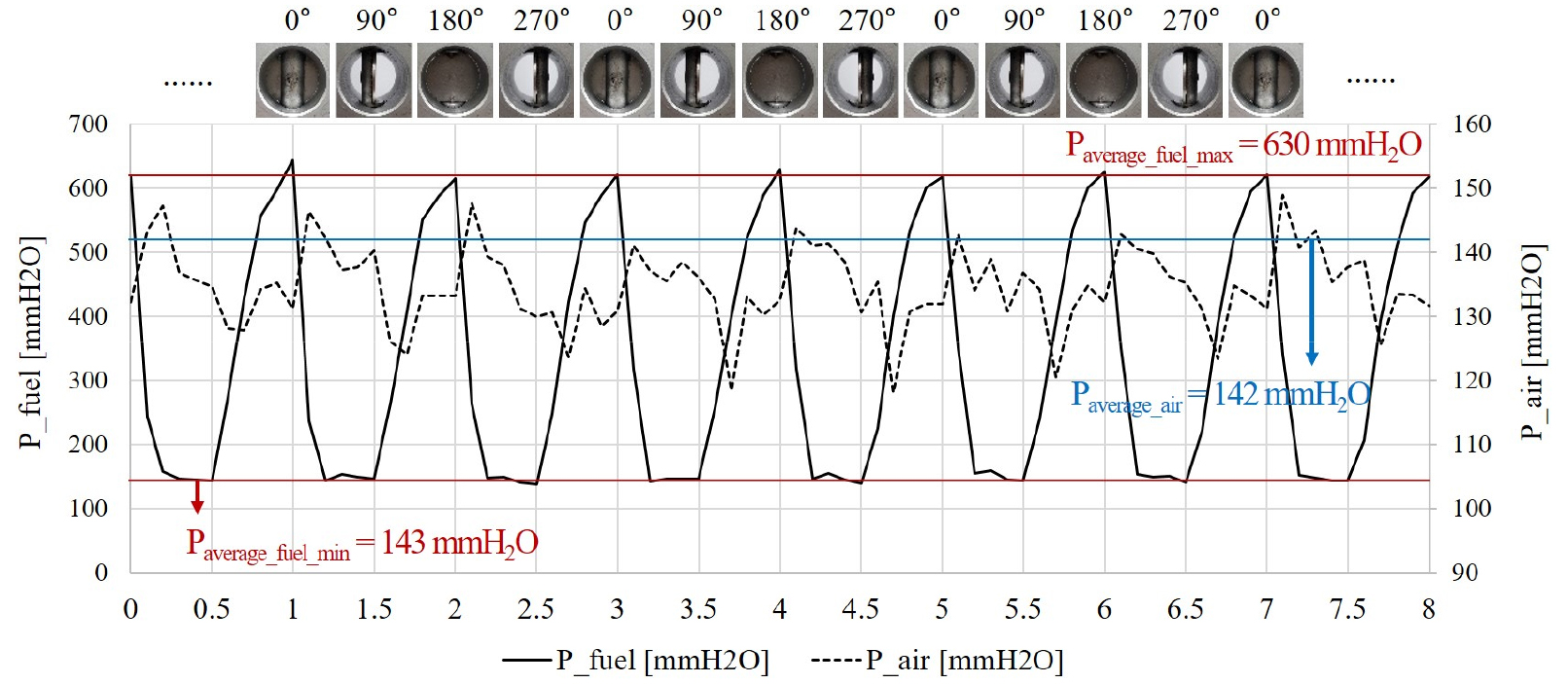
각 제어변수에 따라 계측된 압력 프로파일을 분석하였고, 그 중 하나의 예로써 1 Hz 주기, 50% 듀티비에서 압력변동은 Fig. 7과 같다. 연속적인 실험 중 압력변화는 일정한 최대값과 최소값을 보여주지는 않았고, 최대값, 최소값들의 평균값을 기준으로 약 ±2% 범위 내에서 계측되었다. 공기유량은 변화시키지 않고 연료유량만을 제어하지만, 앞서 언급했듯이 이들 유체가 버너 내부에서 혼합될 때 연료 측 압력변화는 공기 측 압력에 영향을 준다. Fig. 7에서 나타나듯이 연료와 공기의 압력변화 방향은 반대이며, 이는 두 유동 사이의 역학적 관계에서 물리적으로 합당하다.
각 제어변수에 따른 압력변동을 종합하여 분석하면 Table 3과 같이 나타낼 수 있고, 이들은 각 조건에서 평균값을 의미한다. 듀티비의 영향을 살펴보면, 본 연구에서 정의에 의하면 듀티비가 높다는 것은 한 주기(Hz)의 시간 내에서 밸브가 닫혀있는 시간이 길다는 뜻이다. 1 Hz 주기, 90% 듀티비의 경우 상대적으로 낮은 듀티비에서 보다 연료 측 압력이 높게 형성되는 것을 알 수 있다. 이는 듀티비가 높아질수록 압축성 유체인 연료가 공급압력에 의해 힘을 받고 있다는 시간이 길다는 뜻이다. 주기의 경우 Hz가 높아질수록 연료 측 압력이 낮아지는데 이는 밸브 디스크의 회전속도가 빨라질수록 연료 유체가 전단압력에 의해 힘을 받는 시간이 확보되지 못하고, 그 사이에 밸브가 열리게 되어 버너로 흐른다는 뜻이 된다. 즉, 밸브 디스크의 개폐주기가 무한대로 높아진다면 밸브가 완전개방(full-open)되어 있는 상태와 같은 조건으로 접근한다는 것을 알 수 있다.
Table 3.
Pressure fluctuations in fuel and air supply lines. The unit is mmH2O
3.1.2 유량 및 로컬 당량비 계산결과
Table 4는 1차원 모델에 의해 도출된 질량, 부피 유량을 나타낸다. 이전 연구들 중 일부에서는 당량비 1.0을 기준으로 Lean-Rich 영역의 반복에 따른 단열화염온도 감소로 Thermal NOx 발생량을 감소시킨다고 하였으나, 본 연구에서는 미연분인 CO 성분이 배출되지 않는 조건에서 실험을 진행하였기 때문에 전체적으로 연료 희박조건(Lean-Leaner)에서 결과들이 도출되었다. 1 Hz 주기 조건에서 듀티비에 따른 당량비를 살펴보면 최소 0.108(1 Hz, 90%)에서 최대 0.776(1 Hz, 10%)까지 변화함을 알 수 있다. 여기서 유의해야할 점은 본 계산에서 도출된 질량유량을 기준으로 구한 당량비는 로컬 당량비라는 점이다. 밸브 디스크가 닫혀있는 순간에는 연료가 압축되어 유체의 밀도가 높아지게 된다. 본 연구의 연소특성 상 순간적으로 버너에서 분사되는 연료와 공기의 로컬 당량비가 중요하므로 당량비를 논할 때 부피를 기준으로 해서는 안 되고 질량을 기준으로 제시해야 한다는 점이다. 실험에서는 연소로 내 평균온도를 1240°C 수준까지 승온시킨 상황에서 정상상태를 유지하고 그 이후에 연료에 압력변동을 가했기 때문에 당량비가 최소 0.108인 상황에서도 소염이 발생되지 않고 화염을 형성하며 연소될 수 있었다.
Table 4.
Mass and volumetric flow rates derived from one-dimensional piping model
|
Pulsation Condition | Air | Fuel (max.) | Fuel (min.) | |||||
| [kg/s] | [m3/h] | [kg/s] | [m3/h] | φ* | [kg/s] | [m3/h] | φ* | |
| None | 0.071593 | 216.500 | 0.003126 | 17.010 | 0.747 | 0.003126 | 17.010 | 0.747 |
| 1 Hz/10% | 0.071593 | 216.500 | 0.003248 | 17.759 | 0.776 | 0.002603 | 13.938 | 0.622 |
| 1 Hz/30% | 0.071593 | 216.500 | 0.003165 | 17.253 | 0.756 | 0.002224 | 6.716 | 0.531 |
| 1 Hz/50% | 0.072067 | 218.088 | 0.003146 | 17.141 | 0.747 | 0.001561 | 4.616 | 0.371 |
| 1 Hz/70% | 0.072429 | 219.308 | 0.003146 | 17.141 | 0.743 | 0.000838 | 2.467 | 0.198 |
| 1 Hz/90% | 0.073264 | 222.133 | 0.003074 | 16.702 | 0.718 | 0.000463 | 1.362 | 0.108 |
| 2 Hz/50% | 0.071544 | 216.330 | 0.003165 | 17.253 | 0.757 | 0.002305 | 7.645 | 0.551 |
| 3 Hz/50% | 0.071666 | 216.739 | 0.003185 | 17.379 | 0.761 | 0.002435 | 10.374 | 0.581 |
| 4 Hz/50% | 0.071703 | 216.862 | 0.003138 | 17.091 | 0.749 | 0.002533 | 12.447 | 0.604 |
3.2 연소 및 질소산화물과의 관계
3.2.1 질소산화물 배출 계측결과
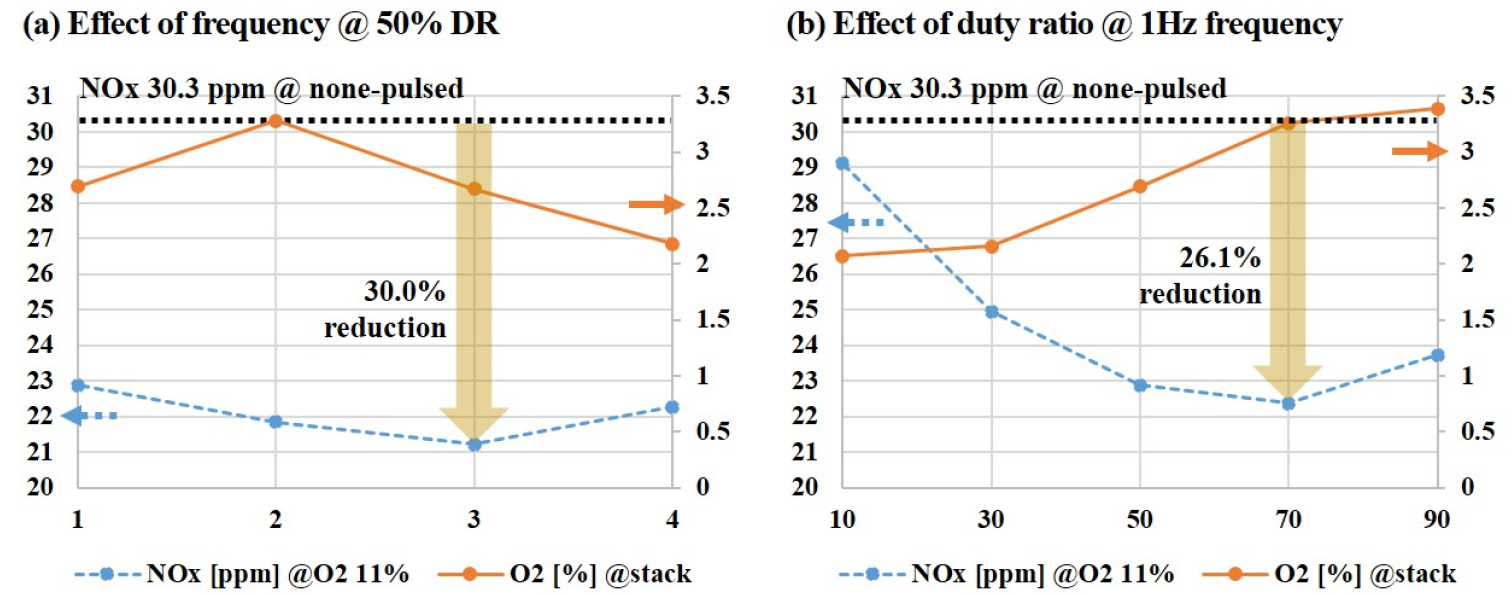
본 연소 기법은 목적한 바에 따라 운전 모드가 나뉠 수 있다. 1) 로 내 온도를 유지하기 위해서는 유량제어를 하지 않은 일반 연소상태와 같은 연료량이 투입되어야 하고 이는 당량비 면에서 Lean-Rich (예를 들어, 0.7-1.3) 와 같은 조건을 반복해야 한다. 이 역시 NOx 발생량은 줄어들겠지만 이 조건에서는 CO 성분이 발생한다는 단점이 발견되었다. 2) 전체적으로 Lean 영역에서 유량제어를 할 경우, 연료량이 유량제어를 하지 않은 일반 연소상태 대비 적게 투입된다. 따라서 로 내 온도가 기존 대비 감소된다. 이 점이 감안된다면, 배가스 내 CO 성분도 계측되지 않고, 동시에 NOx 발생량을 획기적으로 줄일 수 있는 장점이 있다. 본 연구에서 수행된 운전 모드는 연료 사용량을 저감하면서 동시에 NOx 발생량을 저감시키는 형태로 실험이 진행되었다. Table 5는 각 변수에서 운전 시 계측된 NOx 농도와 연소로 후단 O2 농도, 로 내 평균온도를 보여준다. 밸브가 완전개방되었을 때, 계측된 NOx 농도는 30.3 ppm (@O2 vol.11%)이며, 연료유량을 제어할 시 NOx 농도는 모두 저감되었다. 이는 위에서 언급한 순간적인 로컬 당량비 변화로부터 형성된 화염온도 저감에 의해 발생했다고 사료된다. 또한 같은 접근방법이지만 연소로 내 온도변화와 관련지을 수 있다. 밸브 작동조건에 따라 밸브 완전개방 시 대비 연료량이 적게 투입되어 연소로 내 온도는 낮아진다. 그러나 배출된 NOx 농도는 연소로 내 온도 하강 정도와 비례하여 낮아지는 것이 아니라 최적점이 존재하였다. Fig. 8은 본 연구에서 고려한 제어변수 조건 범위에서 계측된 결과를 그래프로 보여준다. 같은 1 Hz 밸브 개폐 빈도에서는 70% 듀티비일 때 가장 낮은 NOx 농도를 보이고, 같은 50% 듀티비에서는 3Hz 밸브 개폐 빈도에서 가장 낮은 NOx 농도가 계측되었다. 본 논문에는 실험에서 수행한 모든 조건들을 나열하지 않고, 일부 조건(Table 2)에서의 결과를 담았지만, 같은 밸브 개폐 빈도에서 NOx를 최소로 배출하는 듀티비는 최적화된 지점이 있다. 이전 연구에서는 듀티비를 제어변수로 설정하는데 있어 40% 미만의 범위에서 실험을 실시하였다[9]. 따라서 듀티비가 증가할수록 선형적으로 NOx 배출량이 저감하였고, 그 이유는 진폭이 차이로 설명하였다[9]. 하지만 본 연구에서는 폭 넓은 범위의 듀티비에서 실험을 실시하였고 NOx 배출량이 무조건적으로 듀티비가 증가할수록 좋다고 말할 수 없는 점을 발견하였다. 이에 대한 고찰은 추후 연구되고 있는 CFD 해석과 맞물려 논의되는 것이 타당할 것으로 사료된다. 또한 같은 듀티비에서 NOx를 최소로 배출하는 밸브 개폐 빈도가 존재한다. 이것은 NOx 최소점 이후로 밸브 개폐 주기가 높아질수록 밸브가 완전개방된 상태와 유사한 조건으로 접근하기 때문에, 즉 ‘frequency(Hz)→∞ = 밸브 full-open’, NOx 발생 그래프는 최소값을 갖는 2차 함수 형태로 그려지는 것이다. 또한 밸브 개폐 빈도가 높아질수록, 즉 밸브 개폐 한 주기에 소요되는 시간이 짧아질수록, 한 주기 내에서 듀티비가 갖는 의미가 없어지고, 그나마 밸브가 닫혀있는 시간이 긴 90%의 듀티비에서 NOx는 최소로 배출될 것이다. 열효율 면에서 본다면, 연료유량의 제어를 통해 로 내 온도가 감소되었지만 그 만큼 연료 사용량이 감소되었기 때문에 열효율 측면에서 낮아졌다고 볼 수는 없을 것이다. 보다 정확한 효율 계산을 위해서는 로 내 온도보다는 로 내 피가열물의 승온 패턴을 계측해야 더 정확한 효율 계산이 이루어질 것이다. 현재 연구는 공로에서 진행되었기 때문에 이 점에 대한 한계가 존재한다.
Table 5.
The amount of NOx emission and O2 concentration at the stack and average temperature in the furnace according to pulsation variables in the experiment
3.2.2 화학적 평형상태와 비교
화학적 평형상태에서 도출된 단열화염온도와 가스성분 농도는 실제 연소 현상을 반영하지는 못한다. 버너와 연소로 구조, 혼합도, 수력학적 거동, 체류시간 변화 등 역동적인 연소현상을 표현해주지는 못한다. 더구나 본 연구에서 고려한 짧은 시간(msec 수준) 내에 연속적으로 로컬 당량비가 변화하는 연소 현상을 모사하기에는 무리가 있다. 그러므로 실제 실험에서 계측된 수치를 평형상태에서 도출된 수치와 직접적인 비교를 하는 것은 불가능하다. 하지만 모든 조건에서 온도, 화학종 등의 결과들을 매핑하는 것은 현실적으로 불가능하므로 화학적 평형도를 현상의 기준이 될 수 있는 도메인으로 활용하는 것은 유의미하다고 사료된다. 본 논문에서는 메탄의 화학적 평형상태도에서 계산된 수치들과 실험에서 계측된 수치들을 정성적으로 표현해 보고자 한다. Fig. 9는 메탄 연소 시 당량비 0.1에서 1.2까지 변화할 때 단열화염온도와 NOx, O2, CO 성분의 관계를 보여준다. 그 위에 계산에서 도출된 당량비 범위, 실험에서 계측된 NOx 저감율을 표현하였다.
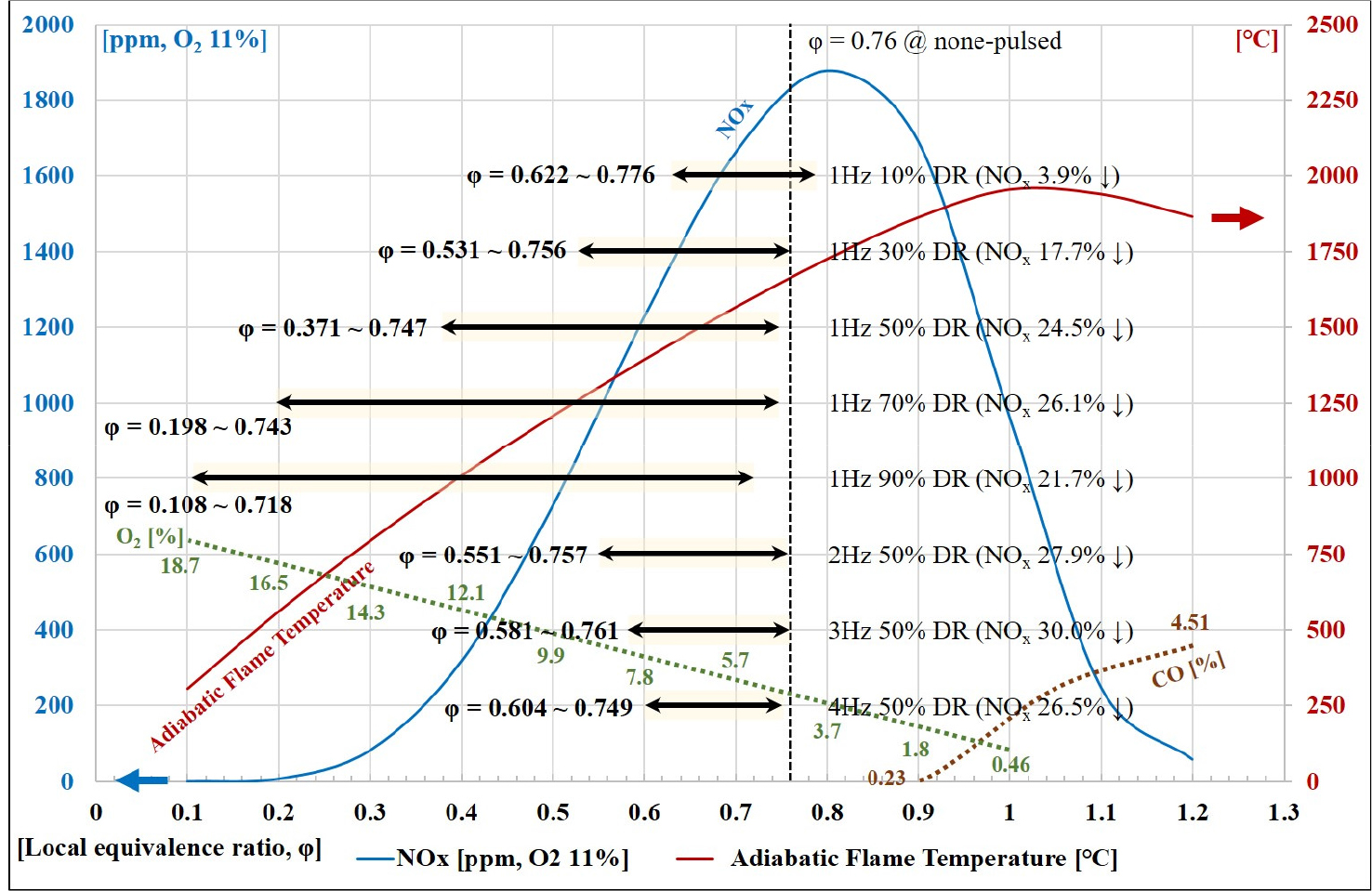
본 실험에서 압력변동을 주지 않았을 때 CO 성분은 당량비 0.83(공기비 11.5) 수준부터 발생하기 시작했기 때문에 당량비 0.76(공기비 12.5)을 기준으로 실험이 진행되었다. 이는 Fig. 9에서도 명확히 확인된다. 압력변동을 가했을 때 연료농후 조건으로 가기보다는 희박조건으로 접근했다. 이는 가스 공급압력, 진폭과 밸브 디스크의 설계와 관련이 있다. 본 연구에서는 산업용 연소설비의 가스 공급압력 수준으로 미압 조건이다. 보통의 연구실 스케일에서 MFC를 사용할 때 겪는 압력 수준인 3 bar 이상의 공급압력이 아니기 때문에 전체적으로 밸브가 닫혔을 때 유체가 압축되는 정도가 크지 않은 것으로 판단된다. 이는 압력제어 변수 중 하나인 진폭과도 연결된다. 또한 소염을 방지하기 위해 설계한 배관과 디스크 사이의 틈(gap)이 연료의 압축정도를 결정하기 때문에 이 점 역시 로컬 당량비와 NOx 발생 특성에 영향을 주게 된다. 틈(gap) 면적이 클수록 압력변동이 작게 되고, 작을수록 그 반대 상황이 발생할 것이다. 또한 확인할 수 있는 점은 당량비가 낮아짐에 따라 단열화염온도가 낮아지게 되고 NOx 발생량이 감소한다는 점이다. 이점은 1 Hz 밸브 개폐 빈도에서 듀티비가 변화함에 따라 계측된 NOx 배출량을 잘 표현해주고 있다. 하지만 50% 듀티비에서 밸브 개폐 빈도가 높아질수록 당량비의 최저점은 0.371에서 0.604까지 높아지는데(평형상태에서 단열화염온도와 NOx 농도는 상승하는데) NOx 저감율은 오히려 높은 수치를 보여준다. 이는 평형 계산만으로는 설명하기 어려운 관계이며 유동과 상세화학반응 메커니즘을 함께 고려한 연소 반응율 관련 해석이 요구된다.
4. 결 론
연소단에서 질소산화물 배출 저감을 유도할 수 있는 연소기법으로써 연료유량의 주기적 반복에 따른 연소특성 데이터를 제시하였다. 실험으로부터 계측된 연료/공기 측 압력 데이터를 경계조건으로 하여 배관 내 유동의 1차원 해석을 실시하였고 압축성 유체를 고려한 질량유량을 계산하여 로컬 당량비를 도출하였다. CO가 배출되지 않는 당량비 1.0 미만 조건에서 제어변수에 따라 압력변동이 이루어졌고, 로컬 당량비는 최소 0.108에서 최대 0.776을 반복하였다. 연료 측 압력변동은 공기 측 압력변동에도 영향을 주었다. NOx는 압력변동이 없을 때 대비 최소 4%에서 30%까지 저감되었다. 마지막으로 계산 및 실험 결과를 메탄의 화학 평형도 위에 표현하여 타당성을 평가하였고, 평형 상태를 가지고 설명될 수 있는 부분도 있지만 그렇지 못한 현상도 발견되었다. 이는 단순하게 로컬 당량비 변화에 따른 화염온도 변화만 살펴보는 것 뿐아니라 도출된 질량유량을 통해 추후 상세화학반응 메커니즘이 적용된 과도상태 CFD 해석이 필요하다는 점을 말해준다. 이에 대한 연구는 현재 진행 중이고 추후 보고하기로 한다. 연료의 주기적 제어를 통한 연소현상에서 연료량이 줄어들지만 열전달율이 향상되어 이를 보상할 수 있다는 보고들이 있지만 본 연구에서는 피가열물이 없는 공로에서 실험한 결과이기 때문에 이에 대한 내용은 추후 피가열물의 승온패턴을 측정한 실험결과로 보고하기로 한다. 본 연소기술은 특정 버너에 국한하지 않고, 다양한 버너의 전단에 연료유량의 압력제어 시스템을 설치하여, 기존 (노후)버너 등 설비는 그대로 유지하되 질소산화물의 저감율을 높이고자 연구되었다. 신규 Low-NOx 버너의 도입 없이 기존 버너를 유지하고, 비교적 단순한 압력제어 시스템을 도입한다면 사업자 관점에서 경제적으로 유리하기 때문이다. 본 연구에서 사용한 산업용 버너는 국내 가열로에 설치된 버너 중 가장 많이 쓰이는 타입으로써 내구성과 성능을 검증하였다. 본 연구는 후속 대형스케일 실증과제를 수행 중이며 실 스케일 설비에서 성능 검증을 통해 NOx 배출 저감에 기여할 것이다.
