

기 호 설 명
Re : Reynolds number
J : Momentum flux
S : Nozzle center-to-center distance
D : Average nozzle diameter
S/D : S/D ratio
R : Recess length
v : Velocity
ρ : Density
1. 서 론
철강 공정에서 사용되는 연소설비는 일반적으로 가스연료 및 공기를 주 연료 및 산화제로 사용하여 열과 에너지를 생산한다. 특히 일관제철소의 경우, 전체 공정 효율 향상을 위해 조업 간 발생하는 부생가스의 대부분을 회수하여 생산 공정 및 자체 전력 생산을 위한 연료로 사용하고 있다. 철강 공정에서 발생하는 주요 부생가스는 BFG (blast furnace gas), COG(coke oven gas), LDG(Lintz- Donawiz converter gas)가 있다. BFG는 쇳물(용선, pig iron)을 생산하는 고로에서 발생을 하며, 발생량은 가장 많으나 발열량은 약 800 kcal/Nm3(이하 저위발열량 기준)로 부생가스 중 가장 낮다. COG는 코크스 생산 공정에서 발생하며 발열량이 약 4,000 kcal/Nm3로 부생가스 중 가장 높고, 조성의 50% 이상이 수소로 이루어져 있어서 화염의 안정성이 가장 높다. LDG는 제강 공정의 전로 취련 과정에서 발생하며, 조성의 60% 가까이 CO로 이루어져 있고 발열량은 약 2,000 kcal/Nm3이다.
부생가스 회수 활용을 통한 철강 공정 효율 향상에는 각 부생가스의 물리적 특성뿐만 아니라 부생가스의 발생과 사용 간 균형을 유지하는 것이 매우 중요하다. 부생가스 발생량이 필요량보다 많은 경우에는 소각 등의 방법을 통해 대기 방산 처리해야 하므로 그만큼의 에너지 손실로 작용한다. 반대로 부생가스 양이 부족한 경우 천연가스 등을 통해 대체해야 하므로 연료 비용 부담 증가로 이어진다. 또한 설비별 활용되는 부생가스 기준이 달라서 잉여되는 타 부생가스가 있더라도 대체 활용되지 못하고 버려지는 경우도 발생한다. 따라서 제철 공정 전체의 효율을 높이기 위해서는 안정적인 부생가스 활용처를 확보 및 확장함으로써 부생가스의 회수 활용 비율을 최대화하고 공정 내 연료가스 수배급 균형의 유연성을 높이는 것이 중요하다.
이러한 부생가스 활용처 확대에 어려움으로 작용하는 요인 중 하나는 부생가스의 낮은 열량 및 연소 특성이다. BFG, LDG의 경우 통상의 가스연료 대비 단위체적당 발열량이 매우 낮고 단독 적용 시 화염 유지가 어려운 난연성 연료이다. 따라서 보통 열량이 높은 연료와 섞어 사용하는 혼소 방식이나 연소용 공기를 예열 공급하는 설비에 적용하는 방식으로 사용된다. 혼소 활용의 경우 안정적 연소 유지를 위한 주 연료의 투입이 기본이 되어야 하며, 공기 예열 경우 연소 시스템이 안정화 상태에 도달해야 하므로 초기 시동 조건 등에서는 구현에 제약이 있다. 따라서 이러한 난연성 저발열량 부생가스의 안정적 활용처 확보를 위해서는 별도의 설비나 연료 투입 없이 단독으로 구동이 가능한 연소 방식의 도입이 요구된다.
이에 대하여 산화제로 산소를 이용함으로써 난연성 저발열량 부생가스의 연소 안정성 개선을 통한 활용성 증대를 꾀할 수 있다. 일반적으로 산화제로 산소를 이용할 경우, 연소속도 증가와 가연한계 확장 등의 효과와 더불어 공기 연소 대비 배기가스 유량 감소 등에 의한 연소 시스템 효율 향상 효과 등이 보편적으로 알려져 있다[1,2,3]. 하지만 현실적으로는 별도의 산소 생산 및 공급 비용에 따른 경제성 측면이 산소 연소 기술 확대에 큰 어려움 중 하나로 작용하고 있다. 그러나 일관제철소의 경우 공정용 산소 공급을 위한 대규모의 산소 플랜트를 자체 보유하고 있어 별도의 설비 구축이 요구되는 일반적인 상황에 비하여 투자비 측면에서 용이한 여건이며, 운영비 측면에서는 최근 연료 비용 급증으로 순산소 연소 기술 적용을 통한 연료 절감 효과가 산소 비용과 견줄 수 있을 만한 수준으로 향후 경제성 확보 가능성이 예상된다.
다만, 산소를 활용하여 부생가스를 연소하고자 하더라도 연소 목적에 부합하는 성능 달성을 위한 버너 설계기술 및 기반 데이터 확보가 요구된다. 널리 사용되는 통상적 연료의 경우에는 그간 경험적 내용을 포함한 다양한 데이터를 기반으로 연소 기술 개발 및 버너 형상 최적화 등이 이루어져 있다. 그러나 제철 부생가스의 경우 제철 공정에 국한하여 발생 및 활용되는 여건상 연료 및 산화제 조건 변경에 따른 버너 설계를 위한 기반 데이터가 부족한 실정이다. 컴퓨팅 기술 발전에 따라 버너 설계 및 개발에도 CFD 활용이 증가하고 있으나, 여전히 많은 시간과 비용이 소요되며 실험 결과와의 검증 및 교정이 요구된다는 면에서 다소 제한점이 있다. 특히, 근원적으로는 버너 설계를 위해 통용될 수 있는 마땅한 설계 파라미터나 물리 모델이 제안되고 있지 못한 실정이다[4,5]. 따라서 본 연구에서는 제철소 내 저발열량 부생가스 연료의 활용성 증대를 목적으로, 축소 모델 버너 실험을 통해 순산소 버너 개발을 위한 기초 설계 파라미터 확보 연구를 진행하였다. 순산소 버너의 적용 대상은 제철소 내의 건조로를 선정하였다. 건조로 버너는 쇳물을 받기 위한 래들(ladle)의 내화물 건조를 목적으로 한다. 건조로 버너는 화염이 외부에 노출되어 있고, 외부 공기가 유입되는 환경에서 작동한다.
2. 실험장치 및 방법
2.1 실험장치
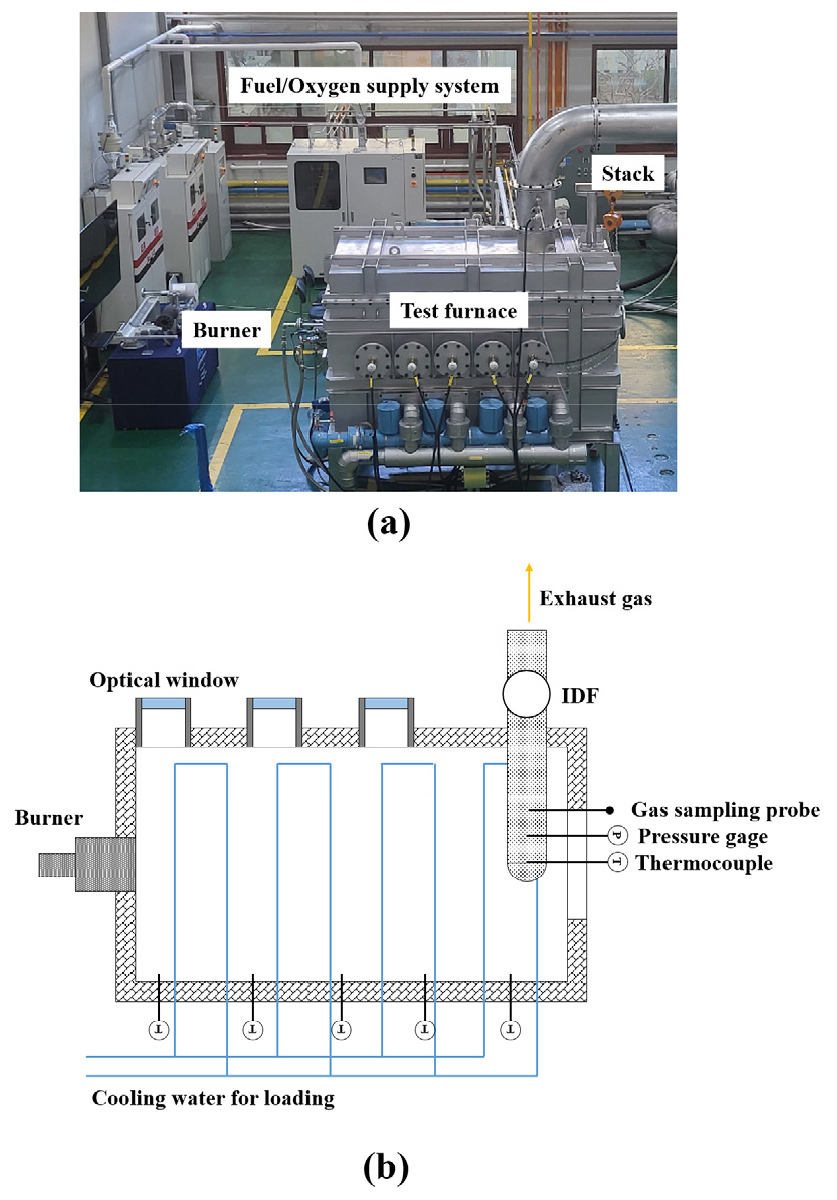
본 실험에 사용된 연소 실험 설비는 크게 직접가열식 실험로, 버너, 배기가스 배출 스택, 연료/산화제 공급장치로 구성되어 있다. 직접가열식 연소 실험 설비(연소 용량: 100,000 kcal/h)의 개략도는 Fig. 1과 같다. 실험로는 W1.0 ×H1.0×L2.0(m)의 내부 유효체적을 갖고 있으며, 내화물로 단열처리를 하였다. 화염을 관찰할 수 있는 광학창(optical window)이 측면에 3곳이 있고, 반대쪽 측면에는 실험로 내부의 온도 분포를 측정할 수 있도록 5개의 R-type 열전대가 부착되어 있다. 버너를 마주보는 벽은 실험로를 개폐할 수 있는 문(W0.5×H0.4)이 설치되어 있고, 본 연구에서는 건조로 환경을 모사하기 위하여 외부 공기가 유입되도록 문을 개방하였다. 실험로 바닥에는 화염에서 방출되는 복사열을 흡수하기 위한 냉각수관이 설치되어 있다. 배기가스 배출스택에는 배기가스 조성을 측정할 수 있도록 가스 샘플 프로브가 설치되어 있고, 압력 측정을 위한 압력계와 온도를 측정을 위한 R-type 열전대를 설치하였다. 배기가스 조성은 배기가스에 포함된 수분을 제거하기 위한 트랩을 지난 뒤 가스분석기(Testo 350 K)를 통해 분석하였다. 로 내 압력제어를 위해 IDF를 설치하였다. 연료와 산소는 연료/산화제 공급장치를 통해 공급하며, 다수의 MFC로 구성되어 있다. 이를 통해 H2, CO, NG, NH3, N2, O2를 공급하며, 필요한 연료/산화제 조성에 따라 혼합하여 공급할 수 있다. 직접사진 촬영을 위한 DSLR(Canon 100D), CCD(pco.panda .4.2)를 포함한 OH* 자발광(OH* chemiluminescence) 가시화 시스템을 구성하였고, 이를 통해 화염의 반응 영역 및 구조를 파악하였다. OH* 자발광 이미지는 노출 시간 50 ms로 측정하였고, 50장의 이미지를 평균처리하여 획득하였다. OH* 자발광 강도는 0-100 범위이며, 이미지 내에서 강도가 낮은 곳은 파란색, 높은 곳은 붉은색으로 나타내었다.
2.2 실험방법
실험에 사용할 버너는 난류에서의 free jet 이론[6]을 기반으로 설계하였다. Fig. 2는 난류에서의 free jet의 유동을 보여주고 있다. 분사 노즐을 통해 분사된 가스는 x축을 따라 이동하며 유속이 감소하며, 이때의 속도 v는 식 (1)과 같고 식 (2)의 모멘텀 플럭스(J)에 영향을 받는다. 화염의 폭(δ)은 식 (3)과 같고 오직 x축 거리에만 영향을 받는다. 화염으로 유입되는 가스의 양(E)은 식 (4)와 같고, x축 거리에는 독립적이며, 오직 모멘텀 플럭스에만 영향을 받는다. 따라서, 버너 설계에 있어 가장 중요한 파라미터는 모멘텀 플럭스로 고려하였고, 이를 기준으로 설계하였다.
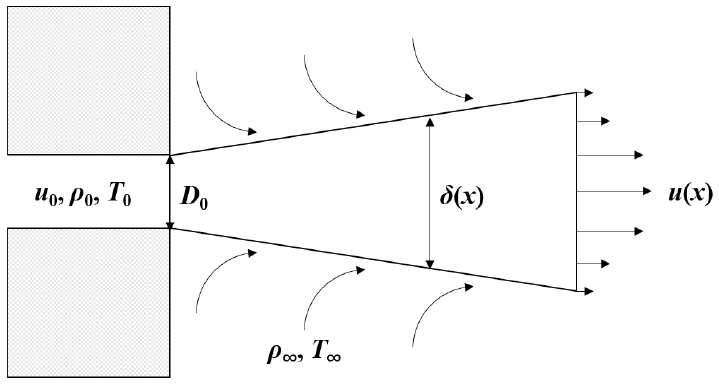
Fig. 3은 실험에 사용할 버너의 개략도를 보여주고 있다. A 그룹 버너는 산화제가 4곳에서 분사되는 형태의 대칭형 버너이다. B 그룹 버너는 산화제가 1곳에서 분사되는 형태의 비대칭형 버너이다. 여기서 R, DN, DF, DO, SO, SF는 각각 리세스(recess) 길이, 버너 노즐 지름, 연료 노즐 지름, 산소 노즐 지름, 산소 노즐 중심에서 길이, 연료/산소 노즐 중심에서 길이이다. 리세스 길이는 버너 노즐팁에서 연료/산화제 분사 노즐 사이의 이격 길이로 정의한다.
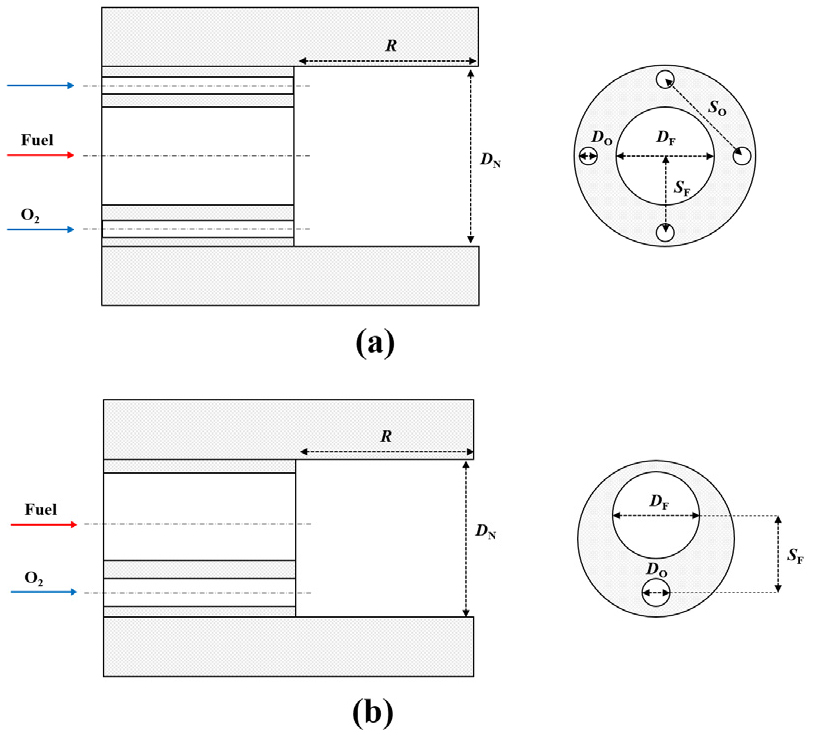
리세스 길이는 화염의 안정성에 영향을 주는 것으로 알려져 있다[7]. 리세스 길이 또한 free jet 이론을 기반으로, 연료/산화제 노즐에서 형성된 화염이 버너 팁에 닿지 않는 조건 내에서 최대한 긴 길이를 가질 수 있도록 설계하였다. 선행연구를 통해 산화제가 연료 노즐 내부에서 분사되는 형태의 버너와 리세스가 없는 형태의 버너는 안정적 연소의 구현이 어려움을 확인하였다. 따라서 본 연구에서는 산화제 노즐이 연료 노즐 외부에 위치하고, 산소를 대칭(A 그룹) 및 비대칭(B 그룹)으로 분사하는 형태의 버너에 대해서만 실험을 진행하였다.
실험에 사용한 버너의 설계 조건은 Table 1과 같다. 최대 공급열량 100,000 kcal/h를 기준으로 하였다. 본 연구에서는 버너 설계 주요 파라미터로 Re(Reynolds number), J, S/D 수로 정의하였다. S/D 수는 각 노즐의 배치를 무차원 수로 표현할 수 있는 파라미터이며, 두 노즐 중심에서 길이 S에서 두 노즐 평균 지름 D를 나눈 값으로 정의된다[8]. 여기서 아래첨자 F, O는 각각 연료, 산소이며, DA는 연료와 산소 노즐의 평균 직경이다.
Table 1.
Burner design conditions at heat input 100,000 kcal/h
| Burner | ReF | JF (kg/m·s2) | ReO | JO (kg/m·s2) | R/DN | SF/DA | SO/DO |
| A1 | 50,679 | 874 | 24.843 | 7,622 | 1.12 | 1.33 | 6.22 |
| A2 | 1.45 | 6.79 | |||||
| A3 | 1.58 | 7.35 | |||||
| B1 | 56,761 | 1,375 | 62,108 | 18,608 | 1.12 | 1.18 | - |
| B2 | 1.36 | ||||||
| B3 | 1.55 |
Table 2는 실험에 사용한 연료의 조성을 보여주고 있다. 제강 공정에서 발생하는 LDG를 모사하기 위하여 H2, CO, N2로 구성된 혼합가스를 연료로 사용하였고, 연료의 발열량은 저위발열량 기준 약 1,800 kcal/h 이다. 실험 조건은 Table 3과 같고, 최대 공급열량 100,000 kcal/h까지 부하율을 높이면서 진행하였다. 이때 과잉산소비는 1.2로 고정하였다. 화염 길이는 육안 관찰을 통해 측정하였고, NO 및 화염 가시화는 정상상태에 도달 후에 측정하였다.
3. 실험결과
3.1 화염 가시화
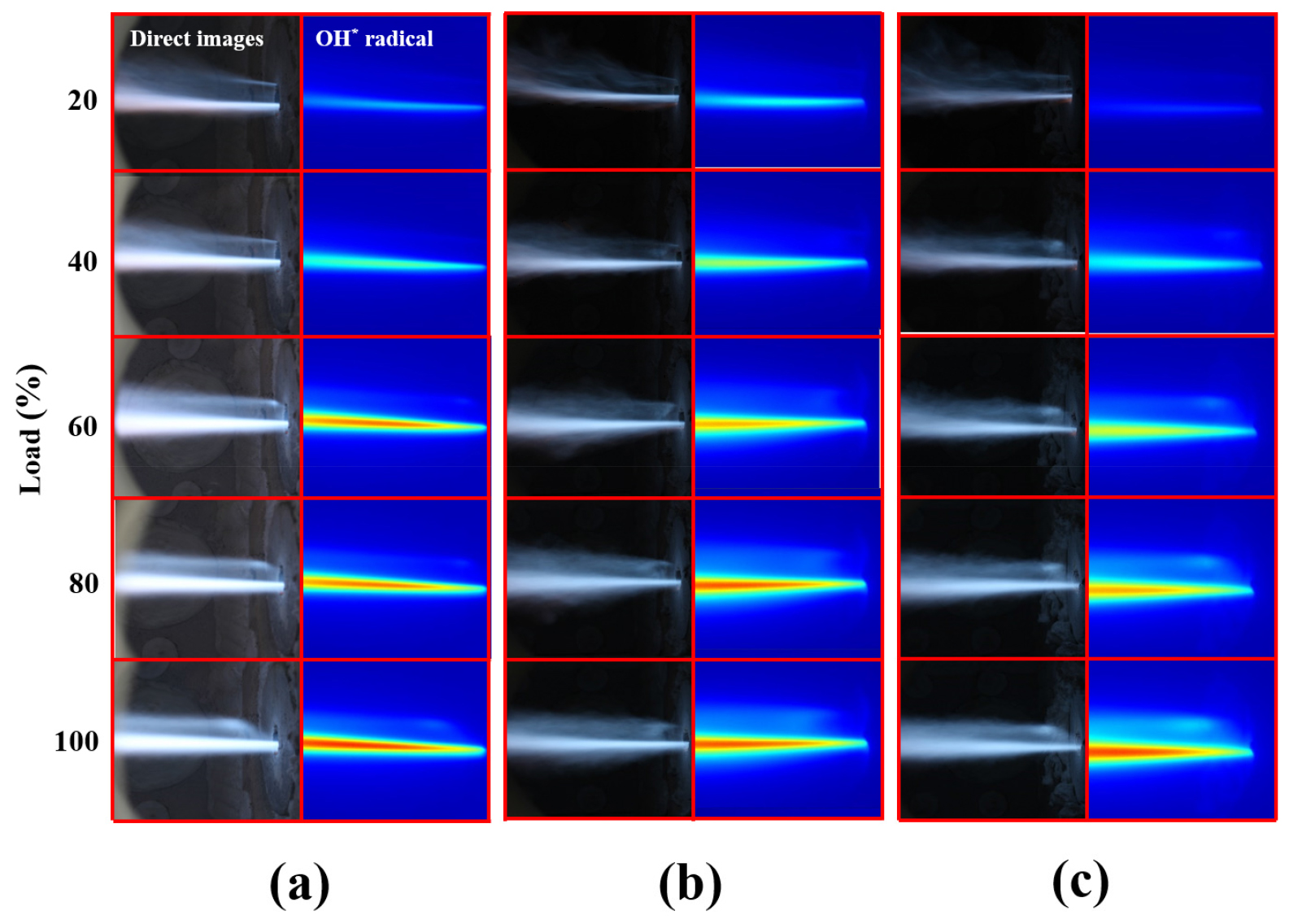
Fig. 4는 A 그룹 버너 화염의 직접사진 및 OH* 자발광 이미지를 보여주고 있다. A 그룹 버너의 경우 SF/DA=1.33-1.58, SO/DO=6.22-7.35이다. 부하율이 증가함에 따라 화염의 밝기와 연소 강도가 증가하며, 안정적인 부착 화염이 관찰되었다. 부하율 100% 조건에서 산소의 모멘텀 플럭스가 강해 연료와 외부 공기가 산소 제트 방향으로 유입되며, 이는 OH* 자발광 이미지에서 산소가 분사되는 노즐 방향을 따라 OH* 강도가 높게 나타나는 것을 통해 확인된다. SF/DA 수가 증가함에 따라 붉은색 화염이 관찰되었고 반응 영역이 확장되는 것을 확인하였다. 이는 SF/DA 수가 증가함에 따라 연료 제트로부터 멀어진 산소 제트가 외부 공기를 더 많이 유입하게 되고, 유입된 외부 공기가 일부 연료와도 반응하기 때문인 것으로 판단된다.
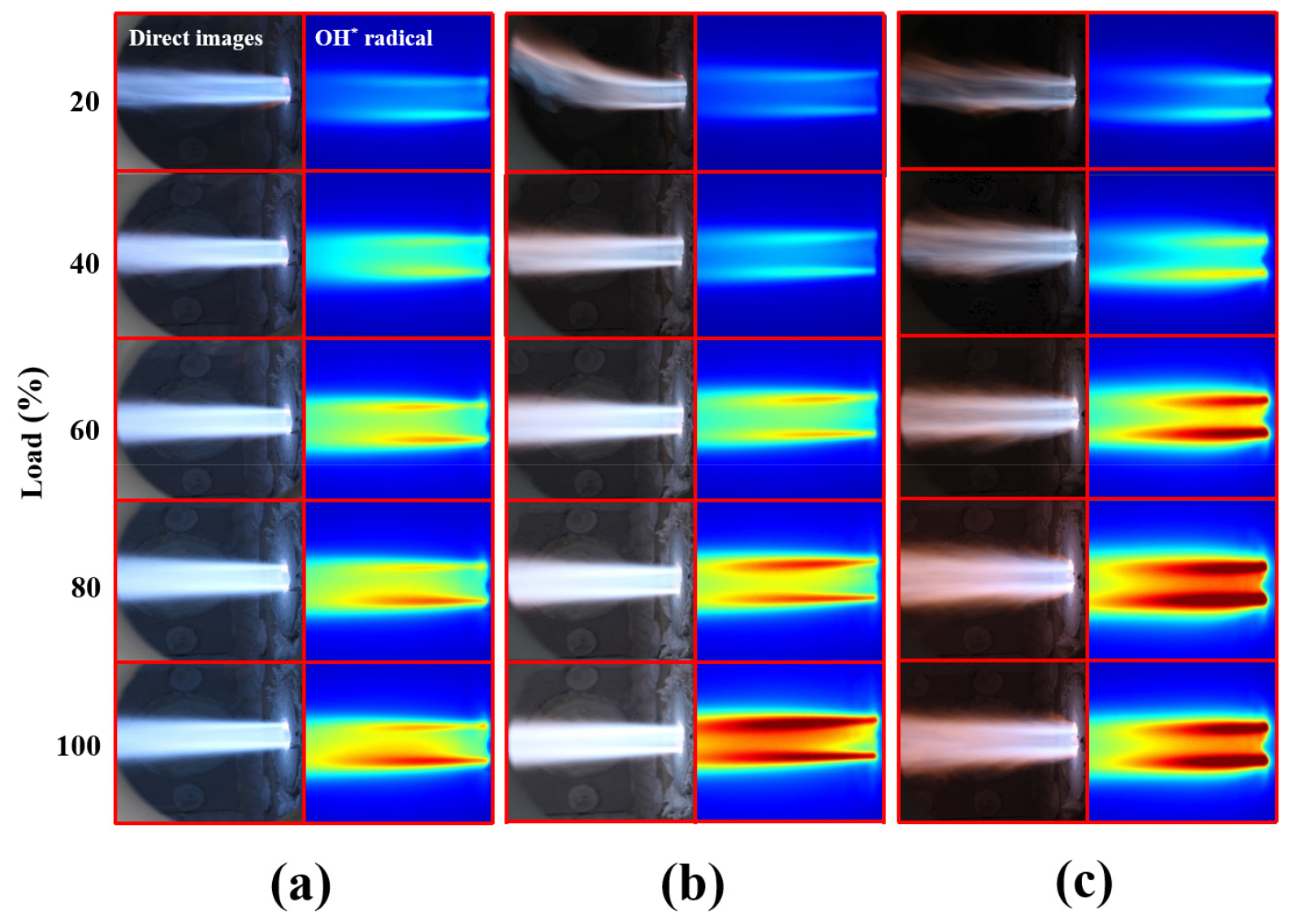
Fig. 5는 B 그룹 버너 화염의 직접사진 및 OH* 자발광 이미지를 보여주고 있다. B 그룹 버너의 경우 형상계수는 SF/DA=1.18-1.55이다. 부하율이 증가함에 따라 화염의 밝기와 연소 강도가 증가하였고, 산소 제트를 따라 안정적인 부착 화염이 관찰되었다. B 그룹 버너의 경우, 연료를 단일 노즐을 통해 분사함으로 비대칭 형태의 화염이 관찰되고, 산소 제트를 따라서 높은 강도의 OH* 강도가 나타났다. 산소 제트 주위가 아닌 일부 영역에서도 낮은 강도의 화염이 관찰되는 데 이는 주위 공기와 일부 연료가 반응하여 나타나는 화염으로 판단된다. 이는 A그룹의 버너와 마찬가지로 산소 제트가 연료 제트보다 모멘텀이 높아서 산소의 방향으로 연료가 유입되어 반응하기 때문인 것으로 판단된다. SF/DA 수가 증가함에 따라 화염의 밝기 및 OH* 강도가 감소함이 나타났다. 이는 SF/DA 수가 증가함에 따라 연료와 산소의 노즐 거리가 멀어져서 연료와 산소의 혼합이 감소하기 때문이다.
3.2 화염길이 및 배기 배출 특성
Fig. 6(a)는 A 그룹 버너의 화염 길이를 보여주고 있다. 전체적으로 부하율 80% 범위까지는 부하율이 증가함에 따라 화염의 길이는 증가한다. 그러나 100% 부하의 경우에는 화염 길이가 80% 부하율 대비 감소하는데, 이는 난류 강도의 증가로 화염 길이가 짧아지는 것으로 판단된다. SF/DA=1.33-1.45에서는 SF/DA 수가 증가함에 따라 화염의 길이는 증가하였다. 그러나 SF/DA=1.58에서는 화염 길이가 감소하였는데, 이는 외부 공기 유입 증가로 빠르게 연료가 반응하여 화염 길이가 감소한 것으로 판단된다. Fig. 6(b)는 B 그룹 버너의 화염 길이를 보여주고 있다. A 그룹과 마찬가지로 부하율이 증가함에 따라 화염의 길이는 감소하고, 100% 부하 조건에서는 화염의 길이가 감소한다. B 그룹 버너의 화염 길이는 A 그룹 버너보다 짧다. 이는 B 그룹 버너의 경우 산소 제트의 모멘텀 플럭스는 A 그룹 버너보다 높지만, 산소 노즐의 수에서 차이가 있다. 따라서 식 (4)에 의해 산소 제트로 유입되는 외부 공기의 양은 A 그룹 버너가 많기 때문에 화염의 길이가 긴 것으로 판단된다. 이는 앞서 OH* 이미지 결과와 동일한 결과이다.
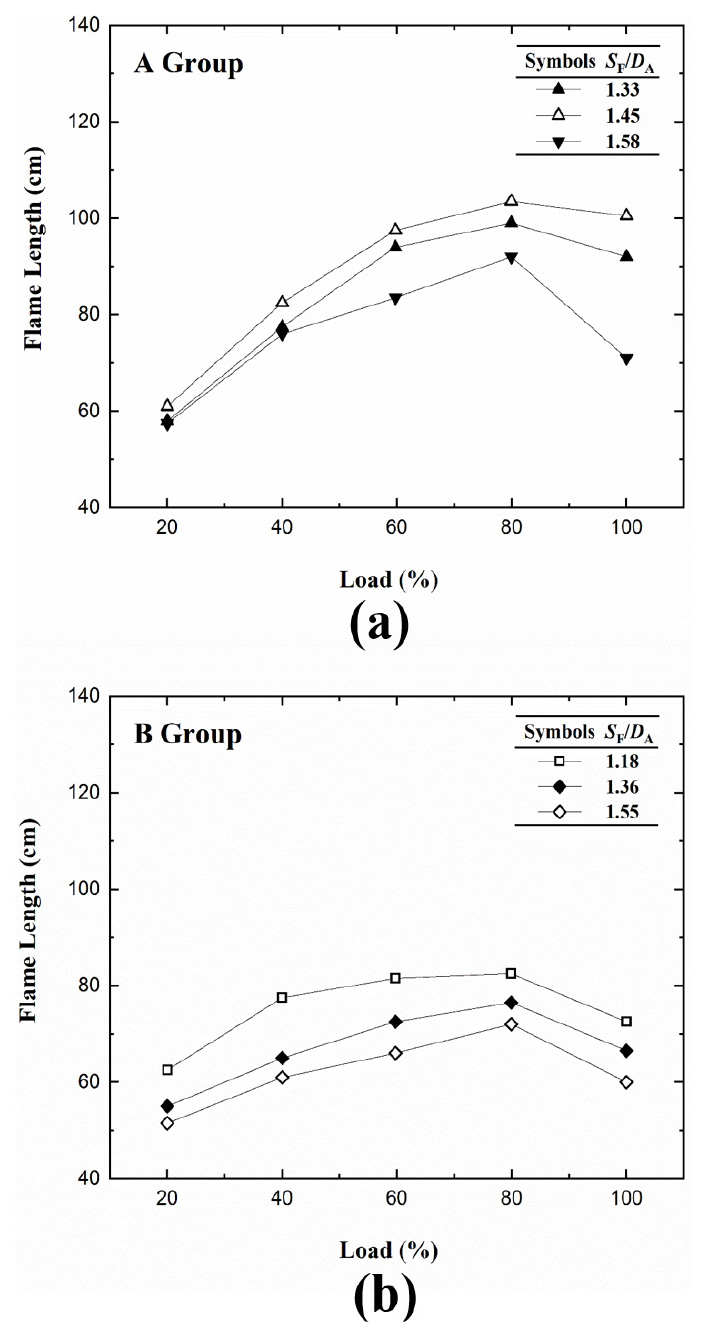
Fig. 7(a)는 A 그룹 버너의 CO 배출 농도를 보여주고 있다. A 그룹 버너 모두 전반적으로 비슷한 수준의 CO 배출 농도를 보였다. 다만, SF/DA=1.58의 경우 부하율 20%에서 CO 배출 농도가 증가하였다. 40% 이상의 부하율 조건에서는 산소 제트의 모멘텀 플럭스가 외부 공기 및 연료를 산소 제트로 충분히 유입하지만, 20% 부하율 조건에서는 산소 제트의 모멘텀 플럭스가 충분하지 못한 것으로 판단된다. Fig. 7(b)는 B 그룹 버너의 CO 배출 농도를 보여주고 있다. SF/DA=1.18-1.36의 경우 부하율에 상관없이 비슷한 수준의 CO 배출 농도가 나타났다. SF/DA=1.55의 경우 불완전연소로 CO 배출 농도가 증가하였다. 이는 산소 제트로 유입되는 외부 공기를 연료 제트로 충분히 공급하지 못하기 때문인 것으로 판단된다. A, B 버너 그룹 모두 SF/DA 수가 증가함에 따라 외부 공기 유입량은 증가하지만, 유입되는 외부 공기의 양은 앞서 설명과 같이 A 그룹 버너가 많다. 따라서 SF/DA 수 증가에 따라 산소 제트와 연료 제트의 거리가 멀어짐에도 불구하고 A 그룹의 버너는 B 그룹의 버너보다 많은 양의 외부 공기를 연료 제트로 공급하게 되어, SF/DA>1.5 조건에서 두 그룹 모두 CO 배출 농도가 증가하나 그 정도는 A 그룹이 B 그룹 대비 낮다.
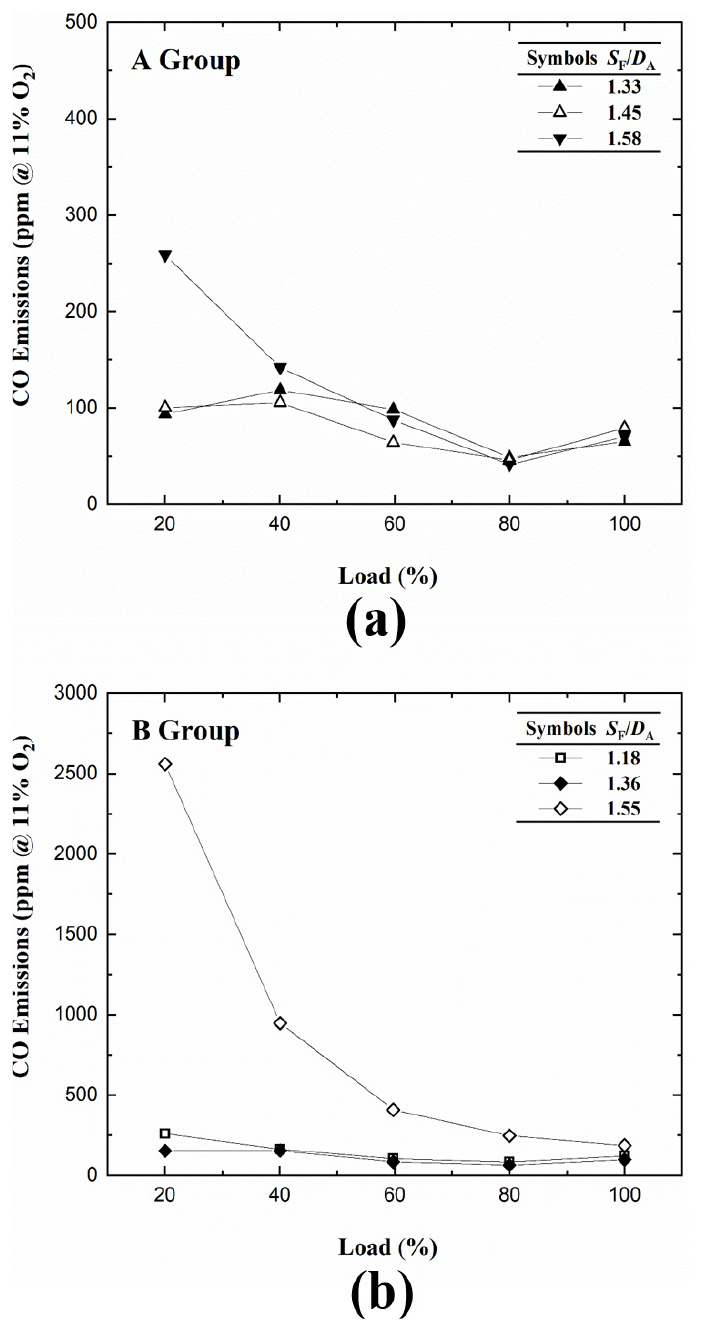
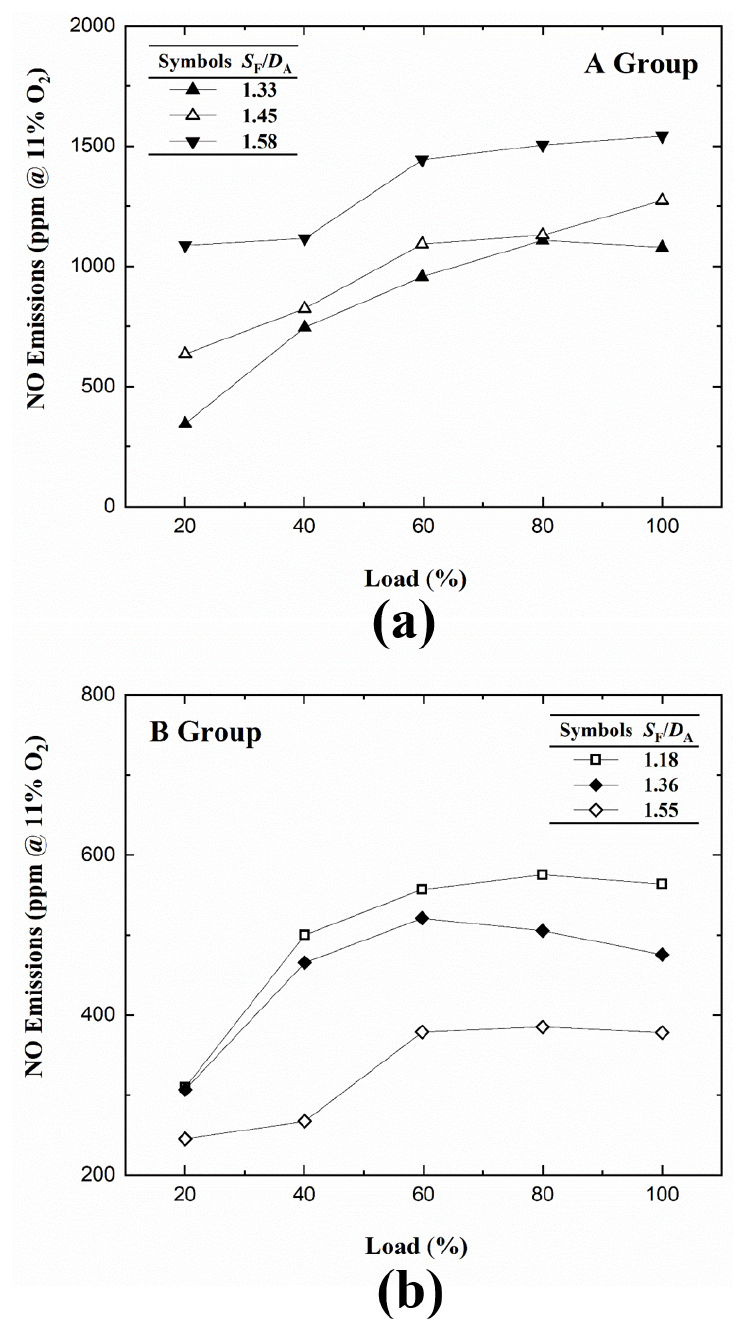
Fig. 8(a)는 A 그룹 버너의 NO 배출 농도를 보여주고 있다. 부하율이 증가함에 따라 NO 배출 농도는 증가하였다. 또한 SF/DA 수 증가에 따라 NO 배출 농도가 증가하였다. 이는 Fig. 4에서 기술한 내용과 같이 산소 제트로 더 많은 외부 공기를 유입하기 때문인 것으로 판단된다. Fig. 8(b)는 B 그룹 버너의 NO 배출 농도를 보여주고 있다. 마찬가지로 부하율이 증가함에 따라 NO 배출 농도는 증가하였지만, SF/DA 수 증가에 따라 NO 배출 농도는 감소하였다. 이는 산소와 연료의 혼합 감소 및 반응 강도 감소에 따른 영향으로 판단된다. SF/DA=1.55에서는 불완전연소가 발생하고 이에 따른 화염 온도 감소로 NO 배출 농도가 감소한 것으로 판단된다.
4. 결 론
본 연구는 철강 공정에서 발생하는 저발열량 연료인 LDG를 효율적으로 연소하기 위한 순산소 버너의 설계 파라미터를 확보하는 것을 목표로 한다. 주어진 조건에서 연소 특성을 분석하기 위하여, 실험로 내에서 100,000 kcal/h급 LDG/순산소 버너를 사용하고, 설계 파라미터(Re, J, S/D 수)에 따른 화염 특성과 배기가스를 측정하였다. 버너는 리세스 길이를 통해 화염 안정성이 커지도록 설계되었으며 산소 분사 방식에 따라 A 그룹(중앙 연료 노즐 및 4개의 외부 산소 노즐)과 B 그룹(중앙 연료 노즐 및 1개의 외부 산소 노즐)으로 구분되었다.
결과적으로, 산소 제트의 모멘텀 플럭스와 더불어 S/D 수가 연소 특성에 중요한 영향을 미치는 것을 확인하였다. 이로 인해 산소 제트에 유입되는 연료와 외부 공기의 양이 달라지는 것을 확인하였다. CO 배출 농도는 SF/DA가 1.5를 초과할 때 증가했으며, 이는 산소의 모멘텀 플럭스에 의해 유입되는 외부 공기를 연료 제트에 충분히 공급하지 못해서 발생한 현상으로 판단된다. NO 배출 농도를 줄이기 위해서는 외부 공기의 유입을 줄여야 하며, 이를 위해 산소 노즐의 수를 줄이고 S/D 수를 최대로 높이는 것이 효과적임을 확인할 수 있었다. 본 연구를 통해 LDG와 같은 저발열량 연료의 안정적이고 효율적인 연소를 위한 설계 파라미터를 제공할 수 있었다. 이를 기반으로 실규모의 건조로 버너 개발을 위한 후속 연구를 진행할 계획이다.
